 2020-07-12
2020-07-12 361
361
Примеры оформления технологических маршрутов восстановления деталей.
Технологический маршрут оформляется в табличной форме.
В таблице 1 для примера показан технологический процесс восстановления шпинделя токарного станка.
Таблица 1. Технологическая последовательность ремонта шпинделя
| Номер операции | Содержание операции | Эскиз операции |
| 005 | Токарная Зачистить внутренние фаски в отверстиях с двух сторон поверхностей (12) и (13) | 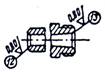
|
| 010 | Слесарная Установить и закрепить шпиндель на оправке | |
| 015 | Токарная Прорезать резьбу до полного профиля: [М48]х1,5 на поверхности (1) [М64]х6 на поверхности (4) [М68]х2 на поверхности (7) | 
|
| 020 | Фрезерная Фрезеровать шпоночные пазы b = 6,5js6 на поверхности: (10) l = 40 (11) l =60 | 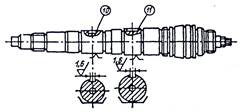
|
| 025 | Шлифовальная Шлифовать поверхности: (2) Ø49,92 [50k6], l = 95 (3) Ø59,92 [60k6], l = 60 (5) Ø74,94 [75k6б], l = 50 (6) Ø69,80 [70k6], l = 25 | 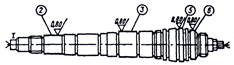
|
| 030 | Гальваническая Хромировать поверхности: (2) Ø50,06 [50k6], l = 95 (3) Ø60,06 [60k6], l = 60 (5) Ø75,06 [75k6], l = 50 (6) Ø69,84, l = 25 | 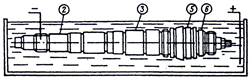
|
| 035 | Шлифовальная Шлифовать поверхности: (2) Ø50k6, l = 95 (3) Ø60k6, l = 60 (5) Ø75k6, l = 50 (6) Ø69,82, l = 25 | См. эскиз операции 25 |
| 040 | Шлифовальная1 Шлифовать конус Морзе 5 на поверхности (8) (крупные риски и задиры не выводить) | 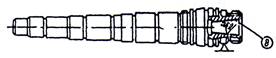
|
| 045 | Слесарная Собрать станок полностью | |
| 050 | Токарная Торцевать шпиндель по конусному калибру Морзе 5 на поверхности (13) | 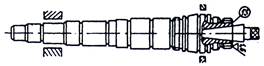
|
1 Для шлифования конического отверстия шпинделя после сборки всего станка используют шлифовальную машинку, установленную вместо резцедержателя. Обязательной операцией является проточка торцовой части шпинделя по конусному калибру
Примеры оформления технологического маршрута восстановления детали наплавкой под флюсом и методом электрохимического осаждения и изготовления шлицевого вала приведены в табл. 2–4.
Таблица 2. Технологический маршрут восстановления деталей наплавкой под флюсом
| Номер операции | Наименование и содержание операции по переходам | Оборудование | Приспособление и вспомогательный инструмент | Инструмент режущий, слесарный | Инструмент измерительный |
| 005 | Внутришлифовальная 1.Установить деталь в патрон и закрепить. 2.Проверить биение торца 0,05 мм не более. При необходимости деталь переустановить. 3.Шлифовать отверстие напроход, выдерживая размер Ø91,12+0,02; Ra = 3,2 мкм 4.Проверить размер Ø91,12+0,02; Ra = 3,2 мкм 5.Снять деталь и уложить в тару | Внутришлифовальный станок мод.3А227 | Патрон трехкулачковый 7100-0009 ГОСТ2675-71 | Круг шлифовальный ПП 80х40х32 12А 40СТ17К5 35 м/с А-1кл ГОСТ 2424-83 СОЖ – Укринол-1 2…3% ТУ38-101-197-76 | Индикатор ИЧ10Б кл.1 ГОСТ577-68 Стойка С-Ш-8-50 ГОСТ10197-70 (торцовое биение - 0,05 мм) Нутромер индикаторный НИ50-100 ГОСТ868-82 (Ø91,12 +0,02) Образец шероховатости Ra3,2 ГОСТ 9378-75 |
| 010 | Наплавка под флюсом 1. Установить деталь в патрон и закрепить. 2.Отцентрировать деталь по наружной поверхности с точностью до 0,5 мм. .Очистить наружную поверхность от масла, грязи, ржавчины. 4.Наплавить наружную поверхность детали, сбивая шлаковую корку и выдерживая размер Ø 133±0,5. 5.Проверить качество наплавки. Наплавленный слой должен быть ровным без раковин и недоплавов. 6.Проверить размер Ø133±0,57. Снять деталь со станка и уложить в тару. | Токарно-винторезный станок мод.1К62 Наплавочная головка мод.А580-М Выпрямитель мод.ВДУ-505У3 | Патрон трехкулачковый 7100-0009 ГОСТ2675-71 | Проволока Нп50 Ø2,0 ГОСТ10543-82 Флюс АН-348А ГОСТ9087 Ключ 7811-0023 С1х9 ГОСТ2839-80 Молоток специальный Шкурка ЛСУ 600х30 14А 25Н ГОСТ13344 | Штангенциркуль ШЦ-II-160-0,1 ГОСТ 166-89 (Ø 133±0,5) |
| 015 | Контрольная 1. Проверить качество наплавки. Наплавленный слой должен быть ровным без раковин и недоплавов. 2.Проверить размер Ø133±0,5 | Стол контролера ОТК | Штангенциркуль ШЦ-II-160-0,1 ГОСТ 166-89 (Ø133±0,5) | ||
| 020 | Токарно-винторезная 1.Установить деталь на оправку и закрепить. 2.Установить оправку в центра. 3. Точить наружную поверхность кольца, выдерживая размер Ø 130,5+0,2; Ra = 12,5 мкм. 4.Точить фаску, выдерживая размер 4 мм под углом 300; Ra = 6,3 мкм. 5.Точить фаску, выдерживая размер 1,6х450 6.Проверить размер Ø130,5+0,2; Ra = 12,5 мкм; Ra = 6,3 мкм. 7.Снять деталь со станка и уложить в тару. | Токарно-винторезный станок мод.16К20 | Оправка специальная Ключ 7811-0043 ГОСТ2839-80 Центр 7032-0035 Морзе 4 ГОСТ 13214-79 Центр А-1-4-Н ГОСТ8742-75 | Резец проходной 2102-0005 ГОСТ18877-73 СОЖ – Укринол-1 3…5% ТУ38-101-197-76 | Штангенциркуль ШЦ-II-160-0,1 ГОСТ 166-89 (Ø130,5+0,2) Образец шероховатости Ra12,5 и Ra6,3 ГОСТ 9378-75 |
| 025 | Закалка ТВЧ 1Установить деталь в индуктор. 2.Нагреть деталь до Т = 8500С и выдержать. 3.Охладить деталь в воде. 4.Деталь уложить в тару. | Установка ВЧГ-60/0,066 | Индуктор специальный | Вода | Прибор Роквелла ТК-2М ГОСТ13407 Напильник 100-1 ГОСТ1465-80 |
| 030 | Контрольная 1.Проверить твердость поверхности детали min 53 HRCэ | Стол контролера ОТК | Прибор Роквелла ТК-2М ГОСТ13407 Напильник 100-1 ГОСТ1465-80 | ||
| 035 | Круглошлифовальная 1.Установить деталь на оправку и закрепить. 2.Установить оправку в центра. 3.Шлифовать наружную поверхность кольца, выдерживая размер Ø130-0,16 и Ra = 0,4 мкм. 4.Проверить размер Ø130-0,16, радиальное биение 0,1 мм и Ra = 0,4 мкм. 5. Снять деталь и уложить в тару. | Круглошлифовальный станок мод.3А161 | Оправка специальная Ключ 7811-0043 ГОСТ2839-80 Центр 7032-0035 Морзе 4 ГОСТ 13214-79 Центр А-1-4-Н ГОСТ8742-75 | Круг шлифовальный ПП 600х63х305 24А 25С17К5 35 м/с А-1кл ГОСТ 2424-83 СОЖ – Укринол-1 2…3% ТУ 38-101-197-76 | Микрометр МК100-150-0,01 ГОСТ6505-90 (Ø130 -0,16) Образец шероховатости Ra 0,4 ГОСТ 9378-75 Индикатор ИЧ10Б кл.1 ГОСТ577-68 Стойка С-Ш-8-50 ГОСТ10197-70 (радиальное биение - 0,1мм) |
| 040 | Токарно-винторезная 1.Установить деталь на оправку и закрепить. 2.Установить оправку в центра. 3.Обкатать наружную поверхность шариком, выдерживая Ra = 0,2 мкм. 4.Проверить размер Ø 130-0,16 и Ra = 0,2 мкм. 5. Снять деталь и уложить в тару. | Токарно-винторезный станок мод.16К20 | Оправка специальная Ключ 7811-0043 ГОСТ2839-80 Центр 7032-0035 Морзе 4 ГОСТ 13214-79 Центр А-1-4-Н ГОСТ8742-75 | Оправка с алмазным шариком специальная | Образец шероховатости Ra 0,2 ГОСТ 9378-75 |
| 045 | Контрольная 1.Проверить диаметр наружной поверхности кольца Ø130-0,16 и шероховатость Ra = 0,2 мкм. | Стол контролера ОТК | МК150-0.01 ГОСТ6505-90 (Ø 130 -0,16) Образец шероховатости Ra 0,2 ГОСТ 9378 |
Таблица 3. Технологический маршрут восстановления деталей электрохимическим осаждением
| Номер операции | Номер перехода | Наименование операции и перехода | Наименование оборудования |
| 010 | – | Очистка, мойка и дефектация деталей. | Моечные машины ОМ-4267, ОМ-961, ОМ-837, ОМ-947 или других типов. |
| 015 | – | Механическая обработка. | Круглошлифовальные станки 3Е151, 3У132М, 3У142. |
| 020 | – | Обезжиривание в органических растворителях. | Аппарат растворитель или ванна с органическими растворителями. |
| 025 | – | Монтаж на подвеску. | Рабочий стол, шкаф с набором подвесок. |
| 030 | – | Обезжиривание венской известью или ее заменителями. | Ванна для обезжиривания, волосянные щетки. |
| 035 | – | Промывка холодной проточной водой. | Ванна для проточной воды. |
| 040 | – | Обезжиривание электрохимическое. | Ванна электрохимического обезжиривания. |
| 045 | 1 | Промывка горячей водой. | Ванна с горячей водой. |
| 2 | Промывка холодной водой. | Ванна с проточной водой. | |
| 050 | 1 | Химическое травление. | Ванна для химического травления. |
| 2, 3 | Промывка холодной проточной водой в двух ваннах. | Ванны с проточной водой. | |
| 055 | 1 | Осталивание. | Ванна осталивания. |
| 2 | Промывка в сборнике электролита. | Сборник электролита. | |
| 3 | Промывка холодной проточной водой. | Ванна с проточной водой. | |
| 4 | Снятие деталей с подвески. | Рабочий стол, шкаф с набором подвесок. | |
| 060 | – | Нейтрализация. | Ванна для нейтрализации |
| 065 | 1 | Промывка холодной проточной водой. | Ванна с проточной водой. |
| 2 | Промывка горячей водой. | Ванна с горячей водой. | |
| 070 | – | Термическая обработка. | Сушильный шкаф или ванна с маслом. |
| 075 | – | Контроль качества покрытия. | Рабочий стол, скоба рычажная СР-50 ГОСТ 11098-75. |
| 080 | – | Наплавка. | Установка наплавочная ОЧС-1252А, выпрямитель ВДУ 301. |
| 085 | – | Токарная операция | Токарный станок 1М63Н-3 и его типы |
| 090 | – | Шлифовальная операция | Круглошлифовальные станки 3М151, 3У131М, 3У142. |
| 095 | – | Контроль качества. | Специальный стол для контроля. |
Таблица 4.Технологический маршрут изготовления шлицевого вала
| Номер операции | Наименование операции | Номера и наименование переходов | Тип оборудования | Тип приспособлений | Измерительный инструмент |
| 005 | Фрезерно-центровальная | 1. Фрезеровать торцы с двух сторон 2. Сверлить центровочные отверстие 1, 2 | Вертикально фрезерный станок 6540 | Фреза торцевая Р18 2214-0333 Сверло центровочное, d=8 мм. | Штангенциркуль ШЦ-П 125-0,1 ГОСТ166-80 |
| 010 | Токарная | 1. Черновое точение всей детали по размеру поверхности 6 2. Черновое точение посадочной поверхности 4 3. Черновое точение посадочной поверхности 11 4. Чистовое точение посадочной поверхности 11 5. Чистовое точение посадочной поверхности 4 6. Обработка перехода 6 для посадки подшипников 7. Обработка перехода 13 для посадки подшипников 8. Снять фаски 5, 8, 14, 15 9. Точить канавки 9,10 | Токарно–винторезный станок 16К20 | Пневмопатрон трехкулачковый, гребенка из отрезных резцов, левый упорный резец, левый подрезной резец R0,5, подрезной резец R0,5, проходной отогнутый резец, левый проходной отогнутый резец, проходной резец, проходной упорный резец с углом в плане 450, левый и правый | Скоба-калибр МК50-75 ГОСТ 166-80, Штангенциркуль ШЦ-П – 200-0,1 |
| 015 | Шлифовальная | 1. Шлифовать 4 2. Шлифовать 11 | Кругло-шлифовальный станок 3М-153 | Круг шлифовальный 24А10ПС227КП ГОСТ 2424-83 | Микрометр МРК 50-75-0,002 |
| 020 | Фрезерная | 1. Нарезать шлицы 16, двухдисковой фрезой | Горизонтально-фрезерный станок 6Р83 | Комплект двойных дисковых фрез | Пробка пазовая МН 2990-61 |
| 025 | Слесарная | 1. Нарезать резьбу М8-60 в центровочном пазе 2 | Метчик М8-60 | Штангенциркуль ШЦ-П 125-0,1 ГОСТ166-80 | |
| 030 | Химико-термическая обработка | 1. Нитроцементация поверхности изделия | Установка для нитроцементации МППА - SSi 14 | ||
| 035 | Контрольная | 1. Магнитно-порошковая дефектоскопия | Магнитно-порошковый дефектоскоп МД-6 |
На основании составленного технологического маршрута оформляется маршрутная и операционные карты технологического процесса восстановления детали.








