 2020-07-12
2020-07-12 138
138
Рекомендуемые значения скорости резания для черновой и получистовой стадий обработки выбирают по карте 21.
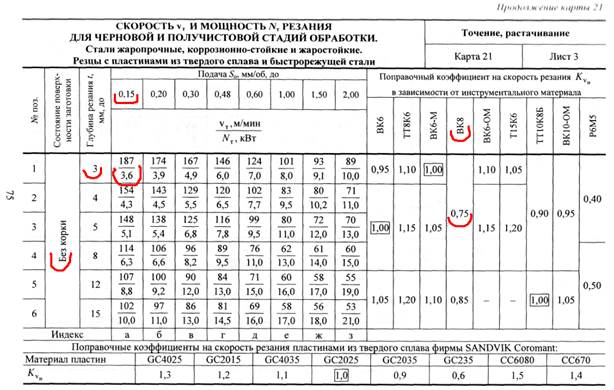
Для черновой стадии обработки легированной стали с коркой:
с глубиной резания t = 2 мм и подачей S0 = 0,12 мм/об для поверхности 15
скорость резания VT = 187 м/мин.
По карте 21 выбирают поправочные коэффициенты для черновой стадии обработки в зависимости от инструментального материала:
для поверхности 15 Kvи = 0,75.
Для получистовой стадии обработки стали легированной без корки:
с глубиной резания t = 1,0 мм и подачей S0 = 0,08 мм/об для поверхности 15 скорость резания VT = 187 м/мин.
Поправочный коэффициент для получистовой стадии обработки в зависимости от инструментального материала Kvи = 0,75.
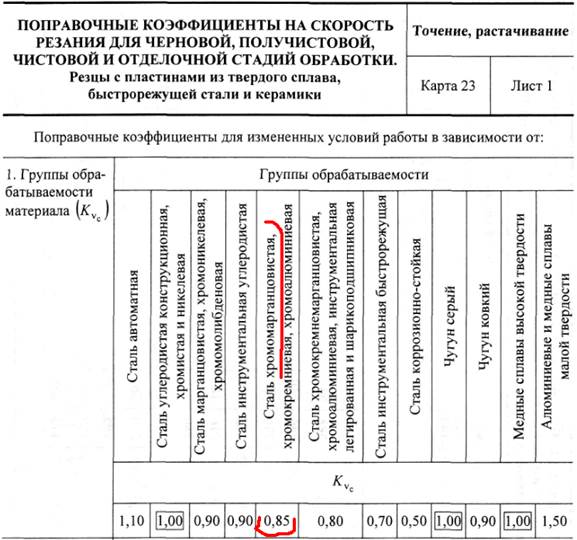
По карте 23 выбирают остальные поправочные коэффициенты на скорость резания при черновой и получистовой стадиях обработки для измененных условий в зависимости от:
группы обрабатываемости материала КVc = 0,85;
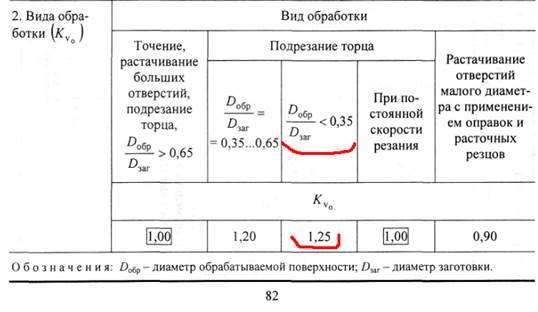
вида обработки КVo = 1,00;
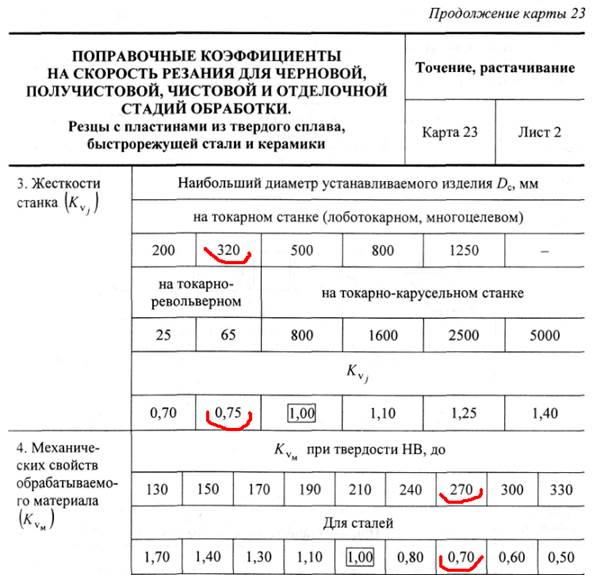
жесткости станка КVj = 0,75;
механических свойств обрабатываемого материала КVM = 0,70;

геометрических параметров резца:
для поверхностей 15 Kvφ= 1,10;
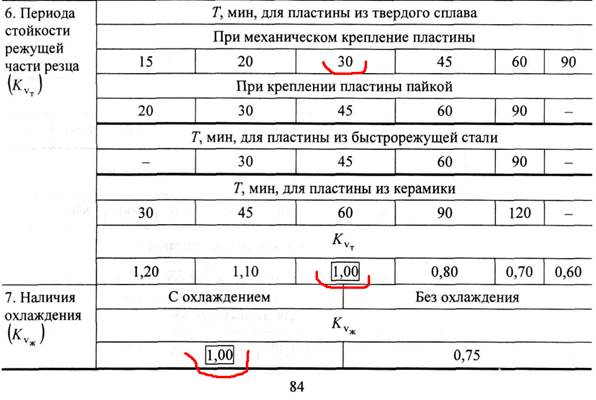
периода стойкости режущей части КVт = 1,0;
наличия охлаждения КVж = 1,0.
Общий поправочный коэффициент на скорость резания вычисляют по формуле
KV = КVИ КVC KVO KVj KVM KVφ KVT KVЖ.
Для черновой и получистовой стадии обработки:
KV = 0,37 - для поверхности 15.
Окончательно скорость резания при черновой и получистовой стадии обработки определяют по формуле
V = VT∙KV;
V= 187 • 0,37 = 68,85 м/мин - для поверхности 15.
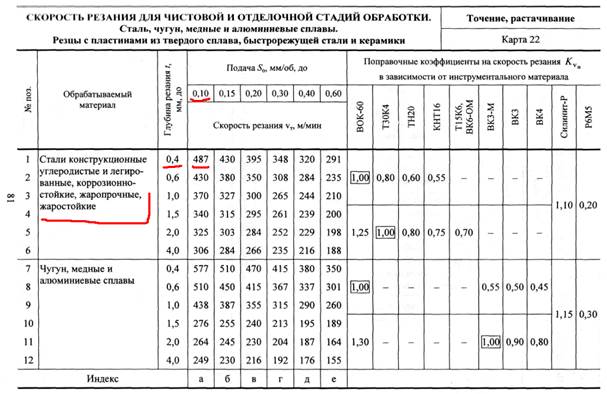
Скорость резания для чистовой стадии обработки определяют по карте 22:
при t = 0,4 мм и S0 = 0,05 мм/об для поверхности 15 Vт = 487 м/мин.
Поправочные коэффициенты для чистовой стадии, определяемые по карте 23,численно совпадают с коэффициентами для черновой и получистовой стадий.
Общий поправочный коэффициент на скорость резания при чистовой стадии обработки:
КV = 0,49 - для поверхности 15.
Окончательно скорость резания на чистовой стадии:
V = 487 • 0,49 = 239,06 м/мин - для поверхности 15.
Частота вращения шпинделя
Для черновой и получистовой стадий обработки поверхности 15
n = 438,31 мин-1.
Принимаем частоту вращения, имеющуюся у станка nф = 450 мин-1. Тогда фактическая скорость резания
Vф =  = 70,69 м/мин.
= 70,69 м/мин.
Расчет частоты вращения шпинделя, корректировку ее по паспорту станка и расчет фактической скорости резания для остальных поверхностей и стадий обработки проводят аналогично.
Так как станок СТП-220 АП оснащён автоматической коробкой скоростей, то принятые значения частот вращения шпинделя задаются непосредственно в управляющей программе. Если используемый станок имеет ручное переключение частоты вращения шпинделя, то в управляющей программе необходимо предусмотреть технологические остановы для переключения или задавать для всех поверхностей и стадий обработки наименьшую из рассчитанных частоту вращения.
После расчёта фактической скорости резания для чистовой стадии обработки корректируют подачу в зависимости от параметра шероховатости обработанной поверхности.
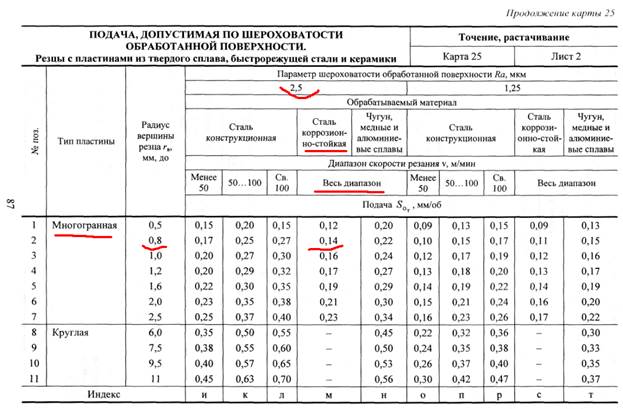
По карте 25 для получения параметра шероховатости Rа < 2,5 мкм при обработке жаропрочной стали со скоростью резания Vф = 243,47 м/мин резцом с радиусом при вершине rв = 0,8 мм рекомендуется подача S0т = 0,14 мм/об.

По карте 26 определяют поправочные коэффициенты на подачу в зависимости от параметра шероховатости обработанной поверхности для измененных условий в зависимости от:
механических свойств обрабатываемого материала КSM = 1,2;
инструментального материала KSи = 1,0;
вида обработки КSo = 1,0;
наличия охлаждения КSж = 1,0.
Окончательно максимально допустимую подачу по параметру шероховатости для чистовой стадии обработки поверхности 15 определяют по формуле
 =
=  ∙
∙  ∙
∙  ∙
∙  ∙
∙  ;
;
= 0,10 • 1,0 ∙ 1,0 • 1,2 • 1,0 = 0,12 мм/об.
Подачи для чистовой стадии обработки поверхности 15, рассчитанные выше, не превышают этого значения.








