 2020-07-01
2020-07-01 109
109Содержание
Исходные данные…………………………………………………………...3
1 Расчет режимов резанья………………………………………………….4
2 Определение основных параметров цикла………....…………………...4
3 Составление управляющей программы…………….…………………...4
4 Определение пути разгона-торможения……………….………………..7
5 Построение графика изменения скорости подачи….…………………..7
Вывод………………………………………………………….……………..8
Список используемой литературы……………………….………………...9
Исходные данные
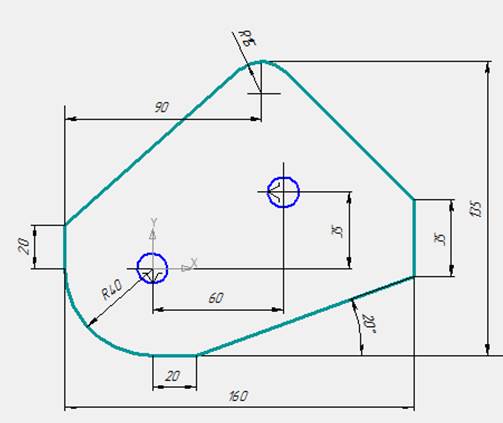
Обработка по часовой стрелке.
Толщина детали h=8 мм.
Диаметр фрезы – 30 мм.
Подача рабочего хода – Sр.х.=65 мм/мин.
Подача холостого хода – Sх.х.=2855 мм/мин.
Пауза t=27 с.
Плоскость обработки – XY.
Количество зубьев фрезы – z=5.
Скорость резания v=54 м/с.
Расчет режимов резанья
1) Скорость резания: V=54 м/мин.
2) Расчетная частота вращения шпинделя:
 ,
,
где: V-скорость резания,  -диаметр фрезы;
-диаметр фрезы;
Из ряда частот станка 6Р13Ф3 принимаем n=630 об/мин;
3) Фактическая скорость резания:

4) Подача на один зуб фрезы:

Где:  -подача при рабочем ходе; z- количество зубьев фрезы, n-частота вращения фрезы;
-подача при рабочем ходе; z- количество зубьев фрезы, n-частота вращения фрезы;
Определение основных параметров цикла
Длина рабочего хода, мм: Lр.х.=700;
Длина холостого хода, мм: Lх.х=1420;
Минутная подача фрезы на рабочем ходу, мм/мин: Sр.х=85;
Минутная подача фрезы на холостом ходу, мм/мин: Sх.х=3270;
Время рабочего хода, мин: tр.х=(Lр.х/ Sр.х) tр.х=8.23;
Время холостого хода, мин: tх.х=(Lх.х/ Sх.х) tх.х=0,43;
Вспомогательное время, мин: tв=1;
Время обработки, мин: tпр= tр.х+ tх.х tпр=8.66;
Время цикла, мин: Т= tпр+ tв +2*tп Т=10.69;
Технологическая производительность, шт./мин: К=1/ tр.х К=0,121;
Цикловая производительность, шт./мин: Qц=1/Т Qц=0,093;
Коэффициент производительности станка: КПС= Qц/К КПС=0.76.
Составление управляющей программы.
Сначала по карте эскизов находим координаты всех точек на пути перемещения режущего инструмента, а после – перемещения, совершаемые фрезой по всем координатам от точки к точке. Полученные значения записываем в таблицу 1.1.
Определение опорных точек
| № тчк | X | ΔX | Y | ΔY | Z | ΔZ | |
| 0 | 320 |
| 332.5 |
| 220 |
| |
| 0 | 0 | -220 | |||||
| 1 | 320 | 332.5 | 0 | ||||
| -320 | 0 |
| |||||
| 2 | 0 | 110 | 0 | ||||
| 0 | -220 | 0 | |||||
| 3 | 100 | 110 | 0 | ||||
| -50 | 0 | 0 | |||||
| 4 | 50 | 110 | 0 | ||||
|
|
| 0 | |||||
| 4 | 0 | 30 | 0 | ||||
| -20 | -8 | 0 | |||||
| 5 | -20 | 22 | 0 | ||||
|
|
| 0 | |||||
| 5 | 30 | 102 | 0 | ||||
| -80 | -71 | 0 | |||||
| 6 | -50 | 31 | 0 | ||||
|
|
| 0 | |||||
| 6 | -9,9 | 11 | 0 | ||||
| -5,1 | -11 | 0 | |||||
| 7 | -15 | 0 | 0 | ||||
|
|
| 0 | |||||
| 7 | -55 | 20 | 0 | ||||
| 0 | -20 | 0 | |||||
| 8 | -55 | 0 | 0 | ||||
|
|
| 0 | |||||
| 8 | -55 | 0 | 0 | ||||
| 55 | -55 | 0 | |||||
| 9 | 0 | -55 | 0 | ||||
|
|
| 0 | |||||
| 9 | 0 | -55 | 0 | ||||
| 20 | -0 | 0 | |||||
| 10 | 20 | -55 | 0 | ||||
|
|
| 0 | |||||
| 10 | 0 | -15 | 0 | ||||
| 5,1 | 1 | 0 | |||||
| 11 | 5,1 | -14 | 0 | ||||
|
|
| 0 | |||||
| 11 | 25,1 | -54 | 0 | ||||
| 100 | 36,4 | 0 | |||||
| 12 | 125,1 | -17,6 | 0 | ||||
|
|
| 0 | |||||
| 12 | 5,1 | -14 | 0 | ||||
| 9,9 | 14 | 0 | |||||
| 13 | 15 | 0 | 0 | ||||
|
|
| 0 | |||||
| 13 | 135 | -3,6 | 0 | ||||
| 0 | 35 | 0 | |||||
| 14 | 135 | 31,4 | 0 | ||||
|
|
| 0 | |||||
| 14 | 15 | 0 | 0 | ||||
| 5,1 | 10.7 | 0 | |||||
| 15 | 9,9 | 10.7 | 0 | ||||
|
|
| 0 | |||||
| 15 | 129,9 | 42,1 | 0 | ||||
| 58,9 | 57,9 | 0 | |||||
| 16 | 71 | 101 | 0 | ||||
|
|
|
|
| № тчк | X | ΔX | Y | ΔY | Z | ΔZ | |
| 16 | 21 |
| 21 |
|
|
| |
| -21 | 9 |
| |||||
| 17 | 0 | 30 | 0 | ||||
|
|
| 0 | |||||
| 17 | 50 | 110 | 0 | ||||
| -50 | 0 | 0 | |||||
| 18 | 0 | 110 | 0 | ||||
| 220 | 0 | 0 | |||||
| 19 | 320 | 112.5 | 0 | ||||
| 0 | 220 | 0 | |||||
| 20 | 320 | 332.5 | 0 | ||||
| 0 | 0 | 220 | |||||
| 21 | 320 | 332.5 | 220 | ||||
|
|
|
|
Далее составляем рукопись управляющей программы.
Определение пути разгона-торможения.
Принимаем время разгона и торможения равными, по 2 с.
Кадр 006: F=2855 мм/мин, S=220 мм, t=4.62 c
Кадр 007: F=2855 мм/мин, S=220 мм, t=4.62 c
Кадр 008: F=2855 мм/мин, S=220 мм, t=4.62 c
Кадр 025: F=2855 мм/мин, S=220 мм, t=4.62 c
Кадр 026: F=2855 мм/мин, S=320 мм, t=6.72 c
Кадр 027: F=2855 мм/мин, S=220 мм, t=4.62 c
Вывод
В ходе выполнения домашнего задания по предложенному эскизу детали и заданному режиму обработки, были разработаны рабочий чертёж исходной детали, составлены операционная карта и карта эскизов, разработана расчётно-технологическая карта для выполнения фрезерования поверхности детали на станке с ЧПУ Н33. Разработана программа, по которой данная деталь обрабатывается на фрезерном станке 6Р13Ф3 с учётом коррекции на износ инструмента. Также были рассчитаны основные параметры режима резания – основное время обработки, частота вращения фрезы и подача на зуб фрезы.
Список литературы
1. Замшев О.Ф. Конспект лекций по дисциплине «Автоматизация ТП изготовления АД» 2010 г
2. Гжиров Р.И. Программирование обработки на станках с ЧПУ/ Серебряницкий П.П.
3. Замшев О.Ф. Программирование обработки на фрезерных станках, управляемых устройством ЧПУ Н33. Методическое пособие.








