 2020-07-12
2020-07-12 1916
1916Сущность автоматизированной подготовки УП. Уровни автоматизации программирования. Системы автоматизированного программирования (САП). История развития САП. Использование CAM-систем при разработке УП. Структура CAM-системы
Существуют следующие способы подготовки УП:
1) ручная;
2) в технологическом бюро;
3) на станке с системой ЧПУ типа CNC в диалоговом режиме, и используя систему автоматизированной подготовки программы.
Ручная подготовка программ в коде ISO-7bit требует кропотливого отбора технологических решений, трудоемких геометрических расчетов, тщательного документирования отдельных этапов и может проводиться квалифицированными инженерами-технологами. Такой способ существовал только в начале развития станков с ЧПУ.
В 90-х годах основным способом подготовки управляющих программ являлась их подготовка в технологических бюро, на инструментальной ЭВМ, с использованием систем автоматизированного программирования (САП УП для станков с ЧПУ).
В настоящее время в связи с увеличением памяти МПС системы автоматизированного программирования (САП) широко встраиваются в СЧПУ. Подготовка УП ведется в диалоговом режиме на станках с СЧПУ.
Системы автоматизированного программирования УП
Совокупность математического, программного обеспечения и проблемно-ориентированного языка для записи и ввода в ЭВМ первоначальной информации при организации УП называют САП. В настоящее время разработано множество различных САП. Они различаются степенью и уровнем автоматизации этапов подготовки управляющей программы (УП).
САП – это специальное программное обеспечение, реализующее комплекс алгоритмов геометрических и технологических задач подготовки УП и содержащее проблемно-ориентированный язык, обеспечивающий запись и ввод в ЭВМ исходной информации.
САП решает следующие задачи:
¨ диалог с пользователем;
¨ синтаксический контроль исходной информации на входном языке;
¨ проектирование элементов технологического процесса обработки;
¨ расчет траектории движения инструмента;
¨ формирование и запись выходной информации на промежуточном языке;
¨ выдача диагностических сообщений о разных этапах обработки исходной информации;
¨ редактирование программ на уровнях входного, промежуточного выходного языков;
¨ формирование УП на выходном языке для конкретного станка и выдача на программоноситель;
¨ распечатка УП и сопроводительной документации;
¨ хранение и тиражирование УП.
В комплект САП входит также сопроводительная документация – руководство технологу программисту и оператору ЭВМ.
Важнейшие блоки САП, такие как: сервис, препроцессор, процессор, постпроцессор-это, как правило, файл и или несколько файлов, в которых заложена информация о конфигурации оборудования и системы ЧПУ, установленной на данное оборудование, наличии всевозможных функций. Блок сервис преобразовывает неизменную информацию о станках, материале заготовок, инструментах и др. Информация систематизируется и записывается в память ЭВМ как таблицы параметров.
Типовая структурная схема САП дана на рисунке 8.1.
Постоянная информация – библиотека операций, технологических циклов, процедур, геометрических расчетов, таблиц параметров и т.д.
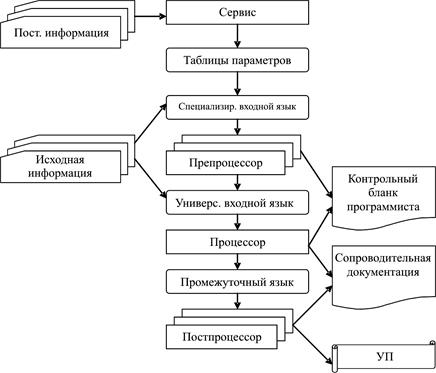
Рисунок 8.1 - Типовая структурная схема САП
Исходная информация – данные о заготовке и детали.
Препроцессор – проектирует план технологических операций, перечень и последовательность переходов, выбор схем закрепления, типа инструмента и т.д., трансляцию на универсальный язык.
Процессор – выполняет геометрические и технологические расчеты (количество проходов, режимы резания, вычисления траектории).
Постпроцессор – увязывает УП с особенностями и возможностями конкретных станков (привязка к координатам станка, типу датчиков и т.д.).
На первом этапе переработка информации применяется в двух блоках, составляющих основу каждой САП, — процессоре и постпроцессоре. Процессор осуществляет геометрические и технологические расчеты «без привязки» к определенному станку и системе ЧПУ. Процессор предполагает траекторию перемещения инструмента. Данные вместе с данными о режимах резания выводятся на наружный носитель ЭВМ — диск или же магнитную ленту. Конфигурация представления этих данных называется CLDATA (от англ. CATTER Location Data — данные о расположении инструмента) и является установленным видом информации на конкретном языке.
Процессор САП состоит из трех один за другим работающих блоков: трансляции и геометрического формирования CLDATA.
Технологический блок самостоятельно делит область, подлежащую обработке, на переходы, рабочие ходы и рассчитывает оптимальные режимы резания.
Геометрический блок процессора постановляет задачи, объединенные с созданием траектории перемещения инструмента: определение точек и линий скрещивания всевозможных элементов; аппроксимация разнообразных кривых с определенным допуском; диагностика геометрических ошибок.
Блок трансляции (блок ввода и декодирования) реализовывает вытекающие функции: чтение первоначальной программы обработки изделия с наружного носителя; вывод программы на печать или же экран дисплея; изменение информации из символьной формы во внутреннее машинное представление. В препроцессоре готовятся данные для работы остальных блоков, операции подразделяются на установы и позиции, отбираются схемы крепления заготовки и оснащаются инструментальные наладки.
Блок формирования CLDATA ведет сбор сведений для работоспособности постпроцессора. Постпроцессор не прекращает переработку информации и сформировывает УП с ориентацией (т. е. с «привязкой») на конкретный станок и систему ЧПУ. Типовые функции постпроцессора: сканирование данных, которые разработаны процессором, перенос их в систему координат станка; составление команд на передвижение с учетом стоимости импульса СЧПУ и команд, обеспечивающих цикл замены инструмента; выдача в кадр значений подач и скоростей шпинделя, которые были закодированы; подача команд на включение и выключение охлаждения, зажима — разжима заготовок; выдача управляющей перфоленты и листинг (распечатки) УП; диагностика ошибок; выполнение сервисных функций. Это является вторым этапом переработки информации.
В большинстве случаев САП заключает в себе набор постпроцессоров, предоставляющие формирование УП (управляющей программы) для отдельных типов станков с ЧПУ. Вызов нужного постпроцессора выполняется автоматически по параметрам, которые технолог-программист укажет в тексте исходной программы.
Двухэтапная организация работы САП при подготовке УП содержит важное преимущество. На определенном языке САП на основе одной и той же начальной информации, имея данные CLDATA и применяя всевозможные постпроцессоры, можно получать УП для разнообразных моделей станков и УЧПУ. Кроме того, для подключения новейших моделей станков с ЧПУ к имеющейся на предприятии САП достаточно создать постпроцессор и состыковать с САП. Вместе с постпроцессором создается работа с программным блоком «редактор», который позволяет изменять УП, выводимую на экран дисплея.
В настоящее время чаще используется обозначение таких систем как CAM –системы.

