 2020-07-12
2020-07-12 523
523Помимо рассмотренных схем, на ряде КС эксплуатируют технологическую схему с коллекторной обвязкой неполнонапорных нагнетателей (рис.2.2.5.). Особенность этой схемы - использование трех коллекторов: всасывающего 1, промежуточного 2 и нагнетательного. Первый коллектор 1 - всасывающий для группы нагнетателей первой ступени сжатия, т. е. для нагнетателей I, II, IV и VIII. Второй промежуточный коллектор 2 служит нагнетательным для тех же нагнетателей и одновременно всасывающим для нагнетателей второй ступени сжатия, т. е. нагнетателей I, III, IV, VI и VIII. В этой схеме нагнетатели I и VIII можно использовать в обеих ступенях сжатия, что и определяет сложность их крановой обвязки. После сжатия во второй ступени направление потока газа такое же, как и в рассмотренных выше технологических схемах.
Коллекторная схема обвязки имеет свои особенности. Агрегаты I и VIII, расположенные в начале и конце цеха, можно по своей обвязке использовать как в первой, так и второй ступенях сжатия. Такое решение обеспечивает гибкость резервирования мощности и способствует уменьшению потерь электроэнергии (в частности, за счет сокращения времени работы нагнетателя на конце). В некоторых вариантах схемы резервные нагнетатели размещают в середине цеха, т.е. агрегаты IV и V можно по технологической схеме включить в первую или вторую ступень сжатия.
Пусковой контур в коллекторной обвязке нагнетателей образуется для каждой ступени сжатия. Пусковой контур первой ступени сжатия 4 образуется коллектором диаметром 700 мм (для агрегатов СТД - 12500), который с одной стороны заглушен, а со второй подключается на вход блока пылеуловителей 7. Пусковой контур второй ступени сжатия 5 замыкается на промежуточный коллектор 2. Одновременно коллектор пускового контура второй ступени сжатия 5 является лупингом (добавочным коллектором) промежуточного коллектора.
Помимо пусковых контуров первой и второй ступеней сжатия, в коллекторной обвязке предусмотрено станционное (большое) кольцо, соединяющее выходной и входной шлейфы КС. На трубопроводах стационарного кольца установлены отключающие кланы, которые имеют обводной антипомпаж, регулирующий кран диаметром 150 мм, а также дроссель-кран «Д». Этот кран всегда имеет меньший диаметр, чем основной трубопровод, что связано с необходимостью ограничения расхода газа при работе нагнетателя на станционное кольцо. В рассматриваемом случае для газоперекачивающего агрегата СТД -12500 это связано с ограничением перегрузки электродвигателя и, следовательно, возможность его перегрева токами выше допустимых.
При работе КС на магистраль возможны отказы в работе одного или нескольких нагнетателей. При отказе одного нагнетателя в любой из ступеней сжатия КС продолжает работать на магистраль, но с перепуском газа через блок обводных кранов 8 на той ступени сжатия, где не было отказа агрегата.
Рассмотрим это на примере. Пусть во второй ступени сжатия отказал один агрегат, и тогда число работающих агрегатов в первой ступени окажется на один больше. Это приведет к уменьшению отбора газа из промежуточного коллектора давления в нем. Указанное повышение давления приведет к ограничению количества газа, проходящего через нагнетатели первой ступени таким образом, что произойдет ухудшения их газодинамических характеристик. Это ухудшение характеристик нагнетателя, как правило приводит к крайне нежелательному явлению, которое называется помпажем. При помпаже возможны не только самопроизвольные остановки агрегатов, но также разрушение подшипников и других элементов агрегата (в условиях эксплуатации подшипников это явление является недопустимым). Для предотвращения помпажа автоматически открывается перепускной кран в блоке обводных кранов. Этим обеспечивается увеличение расхода газа через промежуточный коллектор и повышение стабильности работы нагнетателей. При отказе более чем одного нагнетателя агрегата выводятся на станционное кольцо. Оно обеспечивает сколь угодно длительное время работы двух и более агрегатов по большому кольцу безопасности нагрева газа в контуре выше допустимого значения. Это достигается тем, что в состав большого кольца технологически входят аппараты воздушного охлаждения газа 6, т. е. врезка трубопроводов большого кольца предусмотрена после АВО газа.
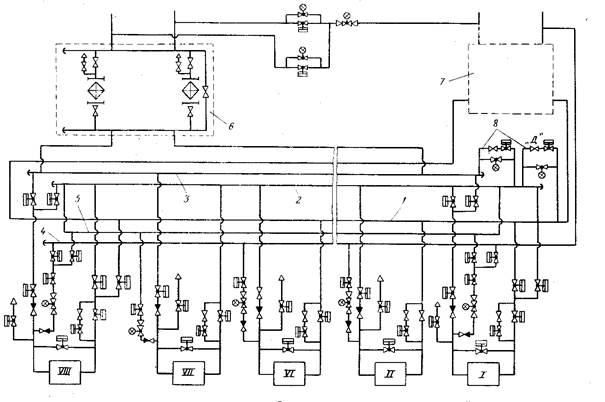
Рис. 2.2.5. Технологическая схема цеха с коллекторной обвязкой неполнонапорных нагнетателей.
Контрольные вопросы
1. Технологическая схема КЦ с неполнонапорными нагнетателями.
2. Технологическая схема КЦ с полнонапорными нагнетателями.
3. Коллекторная обвязка.








