 2020-07-12
2020-07-12 730
730Введение
В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ.
Основоположниками сварки являются: В.В. Петров (1731-1834), Н.Н. Бенардос (1842-1905), Н.Г. Славянов (1854-1897).
В 1802 году впервые в мире В.В. Петров открыл и наблюдал дуговой разряд от постоянного и сверхмощного вольтового столба. Этот столб или батарея как называл его Петров, был наиболее мощным источником в то время. Спустя 80 лет Н.Н. Бенардос в 1881 году впервые применил Электрическую дугу между угольным электродом и металлом для сварки.
Почти одновременно с Бенардосом работал другой российский ученый Н.Г. Славянов. Славянов разработал способ дуговой сварки металлическим электродом и защитной сварочной зоны слоем флюса и первый в мире механизм "Электроплавильник - для полуавтоматической подачи электродного прутка в зону сварки. Способ сварки получил название: дуговая сварка по способу - Славяного. Первая демонстрация состоялась в 1882 году.
Сварка по сравнению с другими способами соединения обеспечивает следующие преимущества:
v экономию металла вследствие полного использования рабочих сечений элементов в соединительных узлах сварных конструкций;
v придание конструкциям более целесообразной формы в соответствии с действующими нагрузками;
v резкое уменьшение веса соединительных элементов в сварных узлах;
v применение более тонкостенных конструкций,
v отсутствие расхода металла на литники и прибыли,
v уменьшение брака и припусков на механическую обработку при замене литья сваркой;
v сокращение сроков работ;
v уменьшение стоимости изготовления конструкций за счет снижения расхода металла;
v уменьшение трудоемкости работ.
Возможность изготовления изделий сложной формы путем сварки их из отдельных штампованных или литых элементов вместо ковки или отливки изделия в целом. Можно сваривать и разнородные металлы: нержавеющие стали с углеродистыми, медь со сталью и др.
Сварка и родственные технологии продолжают активно и всесторонне развиваться как вглубь, так и вширь. Создаются теоретические и технологические предпосылки изготовления новых изделий в традиционных областях сварочного производства, а также освоения все более широких сфер применения.
Описание конструкции
Тема моей письменной экзаменационной работы: "Разработка технологии сварки секции ограждения". Данная конструкция состоит из отдельных перекладин и стоек различной длины, выполненных из профильной трубы размерами 15х15х1,5 мм, объединенную в единую конструкцию методом сварки. Одним из главных требований, предъявляемых к конструкции - жесткость конструкции.
Габаритные размеры одной такой сварной секции составляют:
- длинна 2500 мм;
- высота 2000 мм.
Данная конструкция предназначена для ограждения территории предприятия, поэтому высота ограждения увеличена до 2000 мм, по сравнению с обычной металлической декоративной секцией ограждения. Так же секция забора выполняет декоративную функцию, сохраняя видимость территории, в то же время ограничивает на нее доступ.
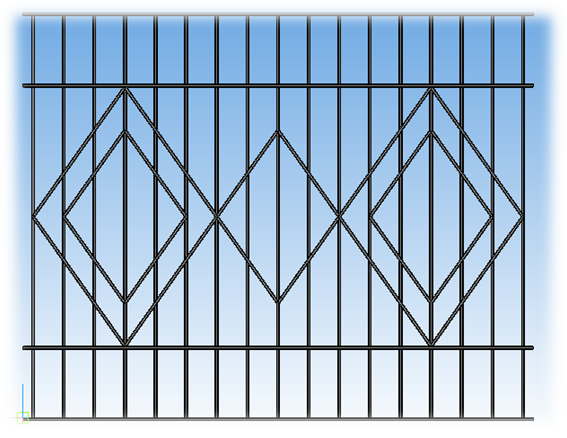
Рисунок 1. Внешний вид секции ограждения
Преимуществом сварных заборов является их простота в монтаже.
Сварной забор - это модульная, секционная конструкция, вследствие чего монтаж и демонтаж такого забора не представляет особого труда и технических сложностей. При благоприятных условиях эксплуатации срок службы сварного забора практически неограничен. Металлический забор нуждается в ежегодном дополнительном уходе, а именно в нанесении защитного антикоррозийного слоя.
Конструкция изготавливается из профильной трубы размерами 15х15х1,5 мм. Данная профильная труба является горячекатаной и имеет профиль квадрата и изготовлена из стали марки - сталь Ст3пс. Благодаря таким размерам труба получила наибольшее распространение в изготовление мебели и легких металлических конструкций.
Горячекатаные трубы обладают рядом преимуществ перед другими конструкционными и строительными материалами. А именно:
· Легкость. За счет полой конструкции снижается металлоемкость изделий. Поэтому с помощью профильных труб можно создавать легкие каркасные конструкции (например, рекламные щиты), торговое оборудование, строительные леса, вышки туры.
· Гибкость. Труба легко поддается дальнейшей обработке. Она хорошо гнется, сваривается, режется на специальном оборудовании.
· Прочность. При создании каркасов сваренные трубы обеспечивают надежные узловые соединения без использования дополнительных связующих материалов.

Рисунок 2. Профильная труба
Данная сталь предназначена для несущих и ненесущих элементы сварных и несварных конструкций и деталей, обладают свариваемостью без ограничений - сварка производится без подогрева и без последующей термообработки.
Химический состав и механические приведены ниже в таблицах 1 и 2.
 Таблица 1. Химический состав Ст3пс по ГОСТ 380-2005
Таблица 1. Химический состав Ст3пс по ГОСТ 380-2005
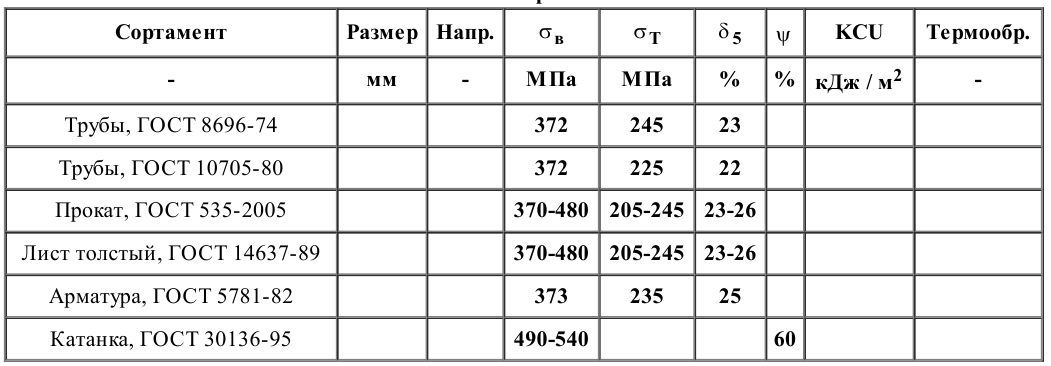 Таблица 2. Механические свойства Ст3пс при Т = 200С
Таблица 2. Механические свойства Ст3пс при Т = 200С
Выбор оборудования для изготовления секции забора
При изготовлении секции забора следует правильно расставить приоритеты в выборе оборудования.
В данной работе я разделю оборудование, инструмент и оснастку на две категории:
1. Оборудование для заготовительных работ (разметка, резка, подготовка кромок).
2. Оборудование для сборочно-сварочных работ.
1.2.1 Оборудование для заготовительных работ.
Заготовительные работы начинаются с приемки металла. Трубы должны быть без следов коррозии, заусенцев, загибов, перегибов. После этого начинается разметка будущих заготовок. В данной конструкции секции забора, необходимо разметить и подготовить к дальнейшей резке:
1. 4 заготовки трубы 15х15х1,5 мм длиной 2500 мм.
2. 17 заготовок трубы 15х15х1,5 мм длиной 2000 мм.
3. 8 заготовок трубы 15х15х1,5 мм длиной 770 мм.
4. 12 заготовок трубы 15х15х1,5 мм длиной 510 мм.
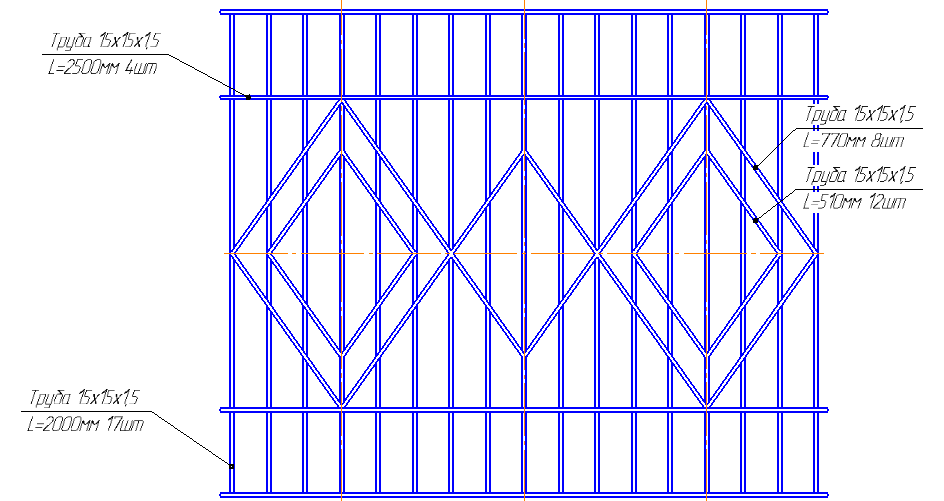
Рисунок 3. Чертеж заготовок
 Для разметки применяются чертилка, рулетка 5 м. Для резки – маятниковая пила Makita LC1230.
Для разметки применяются чертилка, рулетка 5 м. Для резки – маятниковая пила Makita LC1230.
Рисунок 4. Маятниковая пила Makita LC1230.
Компактная и надёжная модель, обеспечивающая точную распилку металлических деталей. Специальный фильтр для сбора пыли, хорошо защищает внутренние части устройства. Для быстрой смены диска нужно отсоединить защитный кожух и снять блокировку шпинделя. Крепление заготовки осуществляется без дополнительного инструмента.
Параметры:
Ø Двигатель — 1750 Вт.
Ø Ширина пропила — 115 мм.
Ø Обороты (в минуту) — 1300.
Ø Глубина пропила — 115 мм.
Ø Диск — 305 мм.
Ø Вес — 19 кг.
Ø Габариты — 516 х 603 х 306 мм.
Для обработки кромок после резки, используется угловая шлифмашина. Угловые шлифмашины (ушм или болгарки) предназначены для резки, шлифовки твердых материалов.
Угловая шлифмашина Makita GA 9020 - инструмент высокой мощности, предназначенный для резки и шлифовки твердых металлов, камня и кирпича. Специальная защита от пыли помогает сохранить рабочие части шлифмашины в хорошем состоянии и продлить срок службы инструмента. Блокировка шпинделя обеспечивает быструю и безопасную смену оснастки.

Рисунок 5. Угловая шлифмашина Makita GA 9020.
1.2.2 Оборудование для сборочно-сварочных работ.
Сборку секции забора необходимо выполнять на плоской, гладкой поверхности. Для сборочных работ подойдет сварочный стол марки WT G 2500.3.1 Габариты данного стола составляют 2485 х 2275 х 800 мм.
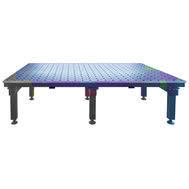
Рисунок 6. Сварочный стол марки WT G 2500.3.1
Выбор сварочного аппарата зависит от выбора способа сварки. Способ сварки зависит от толщины металла, его химического состава, самой конструкции и расположения в ней сварных швов. В нашем случае при выборе способа сварки можно остановиться на двух:
1. Ручная дуговая покрытыми электродами.
2. Механизированная сварка в защитном газе проволокой сплошного сечения.
Так как толщина стенки трубы составляет 1,5 мм, сварные швы являются легкодоступными, и сварка секции производиться не в монтажных, а цеховых условиях, предпочтительнее выбрать второй вариант - механизированная сварка в защитном газе проволокой сплошного сечения.
Механизированная сварка — процесс сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки и одновременно в эту же зону поступает активный (к примеру: углекислый газ) или инертный газ (к примеру: аргон) или газовые смеси, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Защитный газ при этом подается из баллона через газовый редуктор.
Кроме того, что механизированная сварка обеспечивает высокое качество шва, значительно облегчается поджиг дуги, резко возрастает удобство и скорость работы — сварщик избавлен от необходимости смены электродов.
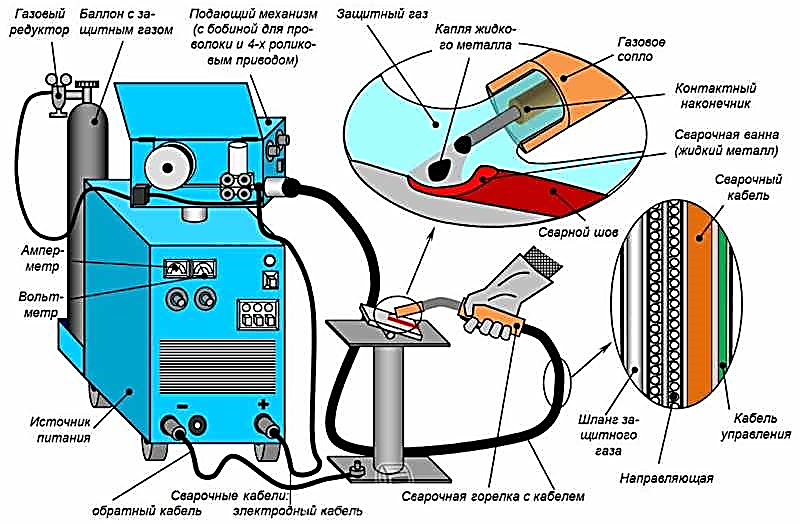
Рисунок 7. Схема механизированной сварки.
 Для сборочно-сварочных работ для данной конструкции был выбран аппарат CADDY MIG C200i.
Для сборочно-сварочных работ для данной конструкции был выбран аппарат CADDY MIG C200i.
Рисунок 8. Сварочный инвертор Caddy Mig C200i.
Преимуществами данного аппарата являются:
- Установка сварочного тока путем выбора толщины листа;
- Возможность регулировки выделяемого тепла;
- Вес менее 12 кг (включая горелку, обратный и сетевой кабели);
- 230В/50ГЦ;
- Совместим с генератором;
- Катушки диаметром 200 мм;
- Надежная горелка MXL™ 180;
- Полочка для инструмента;
- Удобная фиксация горелки и сетевого кабеля.
Технические характеристики Caddy Mig C200i.
Габаритные размеры:
Высота х Длина х Ширина, мм - 347 х 449 х 198
Масса, кг - 11,5
Потребляемое напряжение, В - 230 (± 15%)
Частота, Гц - 50/60
Сварочные характеристики:
Выходное рабочее напряжение, В - 19 - 23
Выходной ток, мин-макс А - 30-200
ПВ при 150 А, % - 50
Рабочая температура -10 - +40 °C
Класс защиты IP23C (IP23C)
Технические характеристики блока подачи проволоки:
Емкость бабины с проволокой, кг - 5
Макс. диаметр барабана, мм - 200
Скорость подачи проволоки, м/мин - 2 - 12








