 2020-08-05
2020-08-05 159
159Для измерения в ходе работ на судоремонтной практике нам было необходим измерить втулку и плунжер плунжерной пары, а также впускной клапан. Подробную инструкцию этих важных измерительных приборов написана ниже.
Штангенциркуль - высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке 6. Пределы измерений этого инструмента составляют 0 - 150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
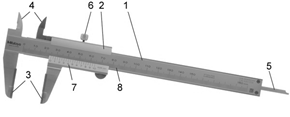
| Рис. 6. Штангенциркуль 1 - штанга; 2 - рамка; 3 - губки для наружных измерений; 4 - губки для внутренних измерений; 5 - линейка глубиномера; 6 - стопорный винт для фиксации рамки; 7 - шкала нониуса; 8 - шкала штанги. |
Порядок проведения измерений, проверка исправности. Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение. Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
Полученный размер фиксируют стопорным винтом и определяют показания.
Штангенглубиномер (рис. 7) - служит для измерений глубин выточек, канавок, уступов и т.д. Отличается от штангенциркуля тем, что не имеет на штанге подвижных губок. Помимо обычных штангенглубиномеров, существуют цифровые или электронные штангенглубинометры, имеющие электронное табло и кнопки управления. Штангенглубиномеры, предназначенные для измерения предельно малых глубин называют микрометрическими. Как и следует из названия, штангенглубиномер предназначен для измерения глубины пазов.

|
| Рис.7. Штангенглубинометр |
Измерительный щуп (рис. 8) - служит для измерения зазоровпри сборке машин, подшипников и других сопрягающих деталей. Щупы состоят из различных наборов стальных, точно выверенных пластинок, толщиной от 0,03 до 1 мм и бывают длиной до 500 мм.

| Рис. 8. Измерительный щуп |
Нутромер - это высокоточный измерительный инструмент, который предназначается для измерения размеров отверстий и пазов, а также внутренних поверхностей различных деталей.
Как следует из названия этого измерительного инструмента, нутромер - это специализированный прибор, который способен обеспечить получение высокоточных результатов при измерении в труднодоступных местах, благодаря своей конструкции и принципу действия.
Работа с микрометрическими нутромерами. Нутромеры, как измерительные приборы, при вводе в эксплуатацию, а также периодически в течение всего срока эксплуатации или хранения, должны подвергаться поверке, которая представляет собой совокупность операций, благодаря которым определяются или подтверждаются технические характеристики и возможности данного измерительного инструмента.
Поверка микрометрического нутромера должна выполняться в соответствии с ГОСТ 17215-71 «Нутромеры микрометрические. Методы и средства поверки», согласно третьему пункту которого, поверка нутромера производится в несколько последовательных этапов:
1. Визуально проверить внешний вид устройства, а также его маркировку и комплектность.
2. Проверить правильность взаимодействия частей нутромера, путем его опробования.
3. Определить, при помощи инструментального микроскопа, ширину штрихов микрометрического барабана и стебля.
4. Проверить расстояние от стебля до края торца барабана.
5. Проверить радиус кривизны измерительных поверхностей наконечника и микрометрической головки нутромера.
6. Определить погрешность показаний микрометрической головки при помощи горизонтального оптиметра.
7. Определить погрешность суммарного размера головки и присоединённых к ней удлинителей, при помощи горизонтального длиномера или того же оптиметра. А для приборов с верхним пределом измерения свыше 1250 мм, определить ещё и жесткость нутромера.
8. Определить биение точки касания измерительной поверхности нутромера.
9. Определить размеры установочной меры в точках её измерительной поверхности.
Более подробно о подготовке к поверке, её проведении и получении результатов написано в ГОСТ 17215-71.
Проведение измерений микрометрическим нутромером. Первый этап в проведении измерений при помощи микрометрического нутромера - это подготовка прибора к измерениям. Пользуясь установочной мерой, настройте прибор на ноль. Проворачивайте барабан до полного совпадения нулевой отметки с продольной линией стебля, и, по достижении этого положения, затяните контргайку.
После настройки нутромера, путем свинчивания присоедините его с необходимым, для получения требуемого размера, удлинителем. Можно присоединить несколько удлинителей; в таком случае, удлинители присоединяют в порядке убывания размеров. После этого можно приступать к измерению.
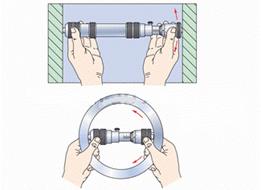
Рис. 9. Настройка нутромера
В процессе измерения, нутромер вводится в измеряемое пространство таким образом, что один наконечник касается поверхности. Затем, путём вращения барабана, второй наконечник прибора доводится до упора. Сам нутромер при этом необходимо покачивать, в целях нахождения наибольшего размера на плоскости, нормальной, относительно оси поверхности, и наименьшей, относительно плоскости осевого сечения.
Только в случае соблюдения всех условий, можно говорить о точности полученного результата.








