 2020-08-05
2020-08-05 161
161Холодная сварка
Холодная сварка – способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка – сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Холодная сварка позволяет осуществлять следующие типы соединений:

| внахлестку (точками или швом); | |
|
| стыковые; | |
|
| тавровые. | |
Виды холодной сварки
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
Точечная сварка – наиболее простой и распространенный способ холодной сварки. Ее применение рационально для соединения алюминия, алюминия с медью, армирования алюминия медью. Ею можно заменить трудоемкую клепку и контактную точечную сварку.
При холодной точечной сварке (рисунок 1, позиция а) зачищенные детали 1 устанавливают внахлестку между пуансонами 3, имеющими рабочую часть 2 и опорную поверхность 4. При вдавливании пуансонов сжимающим усилием Р происходит деформация заготовок и формирование сварного соединения. Опорная поверхность пуансонов создает дополнительное напряженное состояние в конечный момент сварки, ограничивает глубину погружения пуансонов в металл и уменьшает коробление изделия.
Рисунок 1 – Схема холодной точечной сварки
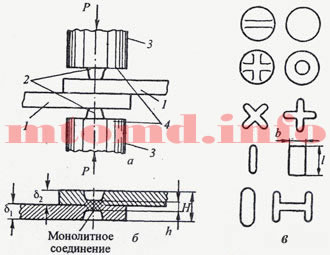 а – схема холодной точечной сварки; б – геометрия сварного соединения; в – формы пуансонов
а – схема холодной точечной сварки; б – геометрия сварного соединения; в – формы пуансонов
Прочность точек может быть повышена на 10-20 % при сварке по схеме (рисунок 2, позиция а). Свариваемые детали 1 предварительно сжимаются прижимами 2 или одновременно с вдавливанием пуансона 3. Наличие зоны обжатия вокруг вдавливаемого пуансона уменьшает коробление детали, повышает напряженное состояние в зоне сварки, что приводит к периферийному провару за площадью отпечатка пуансона. Но при этом возникают технические затруднения, связанные с созданием двух высоких давлений на малой поверхности и устранением затекания металла между пуансоном и прижимом. Этот способ позволяет сваривать малопластичные материалы.








