 2020-08-05
2020-08-05 608
608Среди остального станочного приспособления делительная головка для фрезерного станка занимает особое место, так предназначается для использования консольно-фрезерными и широкоуниверсальными станками. Она служит для расширения возможностей данного оборудования. В основном, они применяются для изготовления разнообразных инструментов, таких как метчики, зенкеры, развертки и фреза, а также при производстве нормализованных деталей машин (корончатых гаек, граней гаек, головок болтов и так далее). Фрезерная делительная головка применяется для фрезерования звездочек и зубчатых колес, прорезания шпицев на торцах и пазов, а также во множестве других операций.
Универсальная делительная головка (УДГ) применяется для деления на равномерные части и закрепления обрабатываемых деталей. Ее можно встретить в механических и инструментальных цехах, а также в индивидуальных частных мастерских. Таким образом, без проблем можно фрезеровать шестигранники, квадраты и прочие формы. При нарезании зубчатых колес все зубья будут располагаться равномерно и иметь одинаковую форму. Сфера применения во многом зависит от конструкции, так как встречаются головки, которые разделяют заготовку на равные и неравные части. Во время нарезания используются вращательные и поступательные движения, в зависимости от требуемого результата.

УДГ для фрезерного станка применяется для таких операций как:
o Установка оси детали, которую нужно расположить под определенным углом к столу станка;
o Периодическое проворачивание заготовки по оси, которое также требуется совершать под определенным заданным углом;
o Непрерывное вращение детали во время нарезания винтовых зубьев или канавок;
o Периодическое вращение детали вокруг оси, чтобы добиться деления на равные части.
Для такого приспособления, как делительная головка ГОСТ зависит от степени точности. Для девятой степени применяется 1.643-72, а для седьмой и восьмой – 1.758-72.
Преимущества УДГ
Головка УДГ обладает следующим рядом преимуществ:
o С ее помощью можно производить действительно широкий спектр операций, так как данное приспособление значительно расширяет функциональную способность фрезерных станков;
o Обрабатывать заготовки можно практически в любом положении относительно вертикальной оси;
o Широкий спектр работы с деталями различных размеров;
o Относительно низкая стоимость делает ее доступной для частного применения;
o УДГ проста в установке и управлении.
| УДГ 125 | УДГ 160 | УДГ 250 | УДГ 320 | УДГ 400 | |
| Максимальный диаметр обрабатываемой заготовки, мм | 125 | 100 | 250 | 320 | 400 |
| Диаметр отверстия в шпинделе, мм | 20,2 | 14,9 | 26,5 | 38,2 | 38,2 |
| Передаточное отношение червячной пары | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 |
| Диаметр сменных колес | 20 х f9 | 20 х f9 | 20 х f9 | 32 х f9 | 32 х f9 |
| Цена деления лимба непосредственного деления,° | 15 | ||||
| Ширина шпонок, мм | 14 | 12 | 18 | 18 | 22 |
| Диаметр трехкулачкового патрона, мм | 125 | 100 | 160 | 160 | 200 |
| Габариты основания инструмента, мм | 260 х 180 | 260 х 180 | 260 х 180 | 290 х 234 | 290 х 234 |
| Масса, кг | 28 | 25 | 53,6 | 101 | 10 |
Слесарное дело
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и др.). Целью слесарного дела является ручное изготовление различных деталей, выполнение ремонтных и монтажных работ.
Процесс обработки или сборки (применительно к слесарным работам) состоит из отдельных операций, строго определенных разработанным технологическим процессом и выполняемых в заданной последовательности.
Под операцией понимается законченная часть технологического процесса, выполняемая на одном рабочем месте. Отдельные операции отличаются характером и объемом выполняемых работ, используемым инструментом, приспособлением и оборудованием.
При выполнении слесарных работ операции подразделяются на следующие виды: подготовительные (связанные с подготовкой к работе), основные технологические (связанные с обработкой, сборкой или ремонтом), вспомогательные (демонтажные и монтажные).
К подготовительным операциям относятся: ознакомление с технической и технологической документацией, подбор соответствующего материала, подготовка рабочего места и инструментов, необходимых для выполнения операции.
Основными операциями являются: отрезка заготовки, резание, от-пиливание, сверление, развертывание, нарезание резьбы, шабрение, шлифование, притирка и полирование.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
К операциям при демонтаже относятся все операции, связанные с разборкой (с помощью ручного или механизированного инструмента) машины на комплекты, сборочные единицы и детали.
В монтажные операции входят сборка деталей, сборочных единиц, комплектов, агрегатов и сборка из них машин или механизмов. Кроме сборочных работ монтажные операции включают контроль соответствия основных монтажных размеров технической документации и требованиям технического контроля, в отдельных случаях – изготовление и подгонку деталей. К монтажным операциям относится также регулировка собранных сборочных единиц, комплектов и агрегатов, а также всей машины в целом.
Рабочее место
Рабочим местом называется участок цеха или мастерской со всем находящимся на нем машинным и другим оборудованием, устройствами, инструментами и принадлежностями, отведенный для выполнения определенных операций.
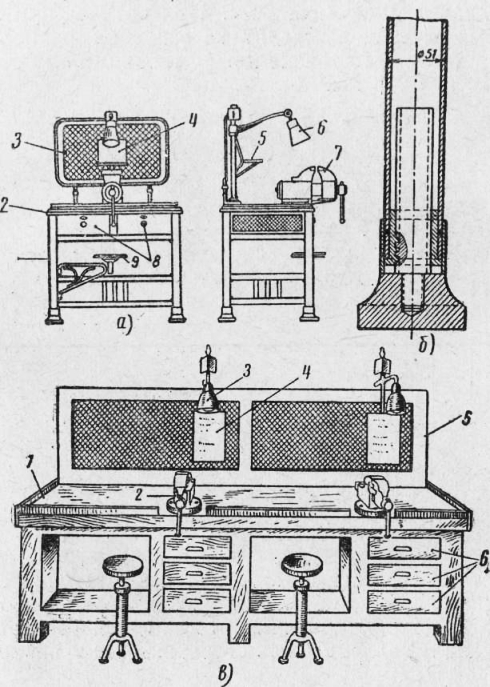
Рис. 1. Слесарные верстаки: а — одноместный верстак: 1 — ножка верстака, 2— стол верстака (верстачная доска), 3 — предохранительная сетка, 4— чертеж, 5 — полочка для контрольно-измерительного инструмента, 6 — электрическая лампочка, 7 — тиски, 8 — выдвижные ящики для инструмента, 9 — сиденье; б— регулируемая по высоте ножка одноместного верстака; в — двухместный верстак: 1 — стол верстака, 2 — тиски, 3 — электрическая лампочка, 4 — чертеж, 5 —предохранителньая сетка, 5—выдвижные ящики для инструмента
Основное оборудование рабочего места слесаря — верстак с Установленными на нем тисками (рис. 1).
Верстак представляет собой специальный стол для выполне-НИя слесарных работ. Верстачная доска сверху покрывается кРовельным железом или линолеумом, либо фанерой. Спереди и с боков устанавливаются деревянные планки — бортики, препятствующие падению с верстака мелких предметов и инструментов.
Для хранения инструмента в верстаке имеются выдвижные ящики. Высота верстака 800—900 мм, длина 1000—1200 мм, ширина 700—800 мм. Верстаки могут быть одноместными, т. е. для одного слесаря, и многоместными. При определении размеров многоместных верстаков исходят из основных размеров одноместных верстаков. Расстояние между тисками на многоместных верстаках 1000—1200 мм.
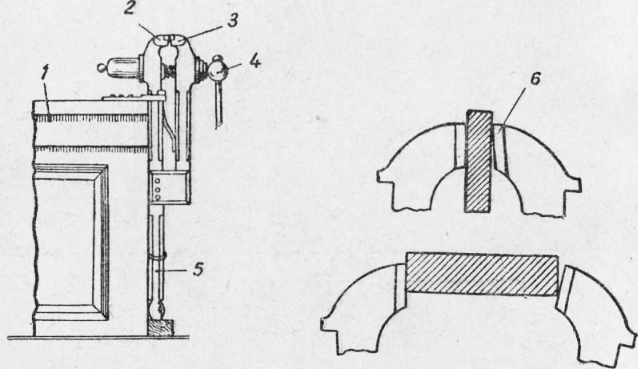
Рис. 2. Стуловые тиски: 1 — верстак, 2 — неподвижная губка, 3 — подвижная губка, 4 — зажимной винт, 5 — нога для крепления тисков к верстаку, 6 — наварные пластины
Одноместные верстаки изготовляются и с регулируемыми но высоте ножками для установки верстака по росту работающего. Для предохранения работающих от осколков, разлетающихся во время рубки металла, верстаки ограждаются проволочной сеткой, затянутой в рамки.
При сборочных работах вместо верстаков применяют металлические столы с установленными на них приспособлениями.
Тиски. Для удержания и закрепления обрабатываемых предметов на верстаке устанавливают зажимные приспособления, называемые верстачными тисками. В слесарном деле употребляют тиски стуловые, параллельные и ручные.
Стуловые тиски (рис. 2) имеют неподвижную и подвижную губки. Неподвижная губка имеет удлиненную ногу. Губки разводятся и сближаются посредством зажимного винта.
Стуловые тиски изготовляются из мягкой стали. Для повышения твердости рабочих частей губок и увеличения прочности зажима обрабатываемых в них предметов на рабочие части наваривается слой более твердой (инструментальной) стали или па винтах ставятся закаленные пластины 6 из такой же стали рабочие поверхности пластин насекаются крестообразной насечкой и закаливаются.
Виды слесарных работ
Разметка
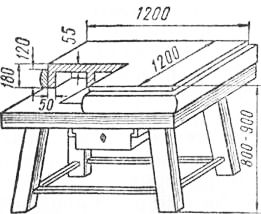
Рис. 30. Разметочная плита
Разметкой называется нанесение на поверхность заготовки границ в виде линий и точек, соответствующих размерам детали по чертежу, а также осевых линий и центров для сверления отверстий.
Если разметка производится только в одной плоскости, например на листовом материале, то она называется плоскостной. Разметка поверхностей заготовки, расположенных под разными углами друг к другу, называется пространственной. Заготовки размечают на специальной чугунной плите (рис. 30), называемой разметочной, устанавливаемой на деревянном столе так, чтобы ее верхняя плоскость была строго горизонтальной.
Инструменты для размет-к и. При разметке пользуются различными разметочными инструментами.
Чертилка (рис. 31) представляет собой стальной стержень с острыми закаленными концами. Чертилкой наносят тонкие линии на поверхности заготовки при помощи линейки, шаблона или угольника.
Рейсмас применяют для нанесения на заготовке горизонтальных линий, параллельных поверхности разметочной плиты. Рейсмас (рис. 32) состоит из основания и укрепленной в его центре стойки, на которой имеется подвижный хомутик с чертилкой, поворачивающейся вокруг своей оси. Подвижный хомутик может перемещаться по стойке и закрепляться на ней в любом положении зажимным винтом.

Рис. 31. Чертилка
Разметочный циркуль (рис. 33) служит для вычерчивания окружностей и закруглений на размечаемой заготовке.
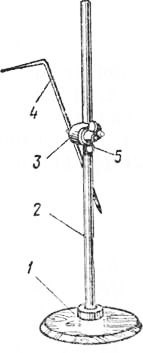
Рис. 32. Рейсмас
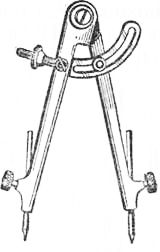
Рис. 33. Разметочный циркуль
Для точной разметки пользуются штангенрейсмасом (рис. 34). На массивном основании прочно укреплена штанга, имеющая миллиметровую шкалу. По штанге перемещается рамка с нониусом и вторая рамка микрометрической подачи. Обе рамки закрепляются на штанге винтами в любом нужном положении. К рамке крепится хомутиком сменная ножка чертилки.
Разметочный штангенциркуль применяют для вычерчивания окружностей больших диаметров с непосредственной установкой размеров. Разметочный штангенциркуль (рис. 35) состоит из штанги с нанесенной на ней миллиметровой шкалой и двух ножек, из которых ножка неподвижно укреплена на штанге, а ножка подвижная и может перемещаться на штанге. Подвижная ножка имеет нониус. В обе ножки вставляются закаленные стальные иглы. Игла подвижной ножки может перемещаться вверх и вниз и в нужном положении зажиматься винтом.
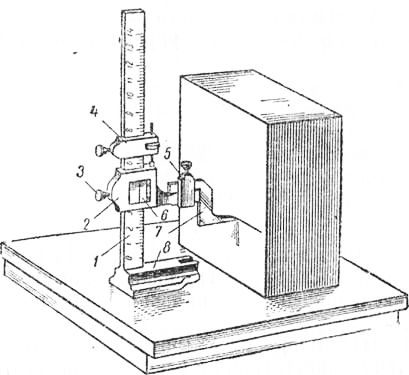
Рис. 34. Штангенрейсмас
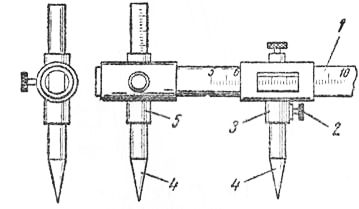
Рис. 35. Разметочный штангенциркуль
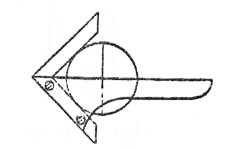
Рис. 36. Центроискатель
Центроискатель предназначен для определения центра торца цилиндрической заготовки (рис. 36). Центроискатель состоит из угольника с полками, расположенными под углом 90° друг к другу, и ножки, внутренняя сторона которой делит прямой угол угольника пополам. Для определения центра центроискатель устанавливают так, чтобы полки угольника касались цилиндрической поверхности заготовки. Чертилкой ведут по внутренней стороне ножки, нанося таким образом линию диаметра, затем поворачивают центро-искатель на 90° и наносят вторую диаметральную линию. Точка пересечения этих линий и будет являться центром торца цилиндрической заготовки.
Масштабный высотомер (рис. 37) применяют для разметки в тех случаях, когда нужно установить острие чертилки на определенной высоте. Он состоит из неподвижной масштабной линейки, прикрепленной к чугунному угольнику, подвижной линейки, перемещающейся по направляющим основаниям, визирного движка с тонкой чертой. При разметке визирный движок устанавливают так, чтобы тонкая черта его совпадала с главной осью заготовки, и в этом положении закрепляют. После этого нулевое деление подвижной линейки ставят против тонкой черты визирного движка и расстояние (высоту) от главной оси заготовки до других осей читают на подвижной линейке.
Кернер служит для нанесения небольших углублений на разметочных линиях заготовки, для того чтобы линии эти были хорошо видимы и не стерлись в процессе обработки заготовки. Кернер (рис. 38) изготовляется из инструментальной стали в виде стержня, средняя часть которого имеет насечку. Рабочая часть нижнего конца кернера затачивается под углом 45—60° и закаливается, а верхний конец является бойком, по которому при на-кернивании ударяют молотком.
Приспособления для разметки. В целях предохранения поверхности разме точной плиты от царапин, забоин, а также для создания устойчивого положения при разметке деталей, не имеющих плоского основания, и облегчения процесса разметки применяются чугунные по д-кладки (рис. 39, а), домкратики (рис. 39, б) и разметочные ящики (рис. 39, в) различной формы. Применяют также угольники, струбцинки и регулируемые клинья.
Процесс разметки осуществляется следующим образом. Поверхности размечаемых заготовок очищают от грязи, пыли и жиров. Затем покрывают тонким слоем мела, разведенного в воде с добавлением льняного масла и сиккатива или столярного клея. Хорошо обработанные поверхности покрываются иногда раствором медного купороса или скоросохнущими красками и лаками. Когда нанесенный слой мела или краски высохнет, можно начать разметку. Разметка может производиться по чертежу или шаблону.
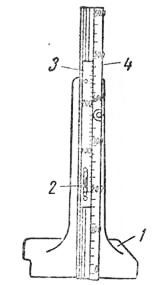
Рис. 37. Масштабный высотомер

Рис. 38. Кернер
Процесс разметки заготовки по чертежу выполняют в такой последовательности:
– подготовленную заготовку устанавливают на разметочную плиту;
– наносят на поверхности заготовки основные линии, по которым можно определить положение других линий или центров отверстий;
– наносят горизонтальные и вертикальные линии в соответствии с размерами чертежа, затем находят центры и вычерчивают окружности, дуги и наклонные линии;
– по нанесенным линиям кернером выбивают небольшие углубления, расстояние между которыми в зависимости от состояния поверхности и размера заготовки может быть от 5 до 150 мм.
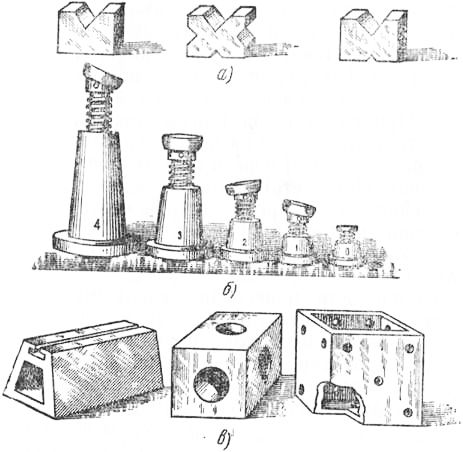
Рис. 39. Приспособления для разметки:
а — подкладки, б — доыкратики, в — разметочные ящики
При плоскостной разметке одинаковых деталей целесообразнее пользоваться шаблоном. Такой способ разметки заключается в том, что стальной шаблон накладывают на заготовку и чертилкой обводят на заготовке его контуры.
Рубка металла
Слесарная рубка применяется для снятия лишнего металла в тех случаях, когда не требуется большой точности обработки, а также для грубого выравнивания шероховатых поверхностей, для разрубания металла, срубания заклепок, для вырубания шпоночных пазов и т. п.
Инструменты для рубки. Инструментами для рубки металла являются зубила и крейцмейсели» а ударным инструментом — молоток.
Зубило (рис. 40, а) изготовляется из инструментальной стали У7А и, как исключение, У7, У8 и У8А. Ширина лезвия зубила от 5 до 25 мм. Угол заточки лезвия выбирается в зависимости от твердости обрабатываемого металла. Например, для рубки чугуна и бронзы угол заточки должен быть 70°, для рубки стали 60°, для рубки латуни и меди 45°, для рубки алюминия и цинка 35°. Лезвие зубила затачивают на наждачном круге так, чтобы фаски имели одинаковую ширину и одинаковый угол наклона к оси зубила. Угол заточки проверяют шаблоном или угломером.
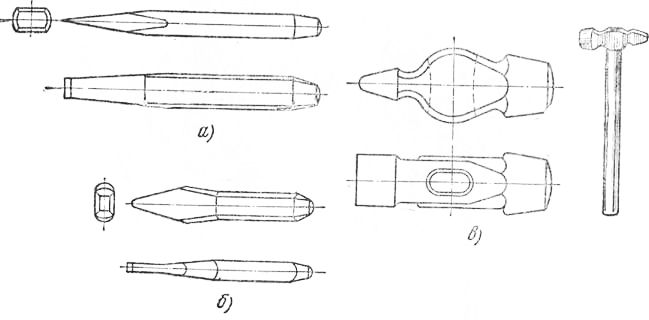
Рис. 40. Инструменты для рубки металла:
а — зубило, б — крейцмейсель, в — слесарный молоток
Крейцмейсель (рис. 40, б) применяют для прорубания шпоночных канавок, срубания заклепок, предварительного прорубания канавок для последующей рубки широким зубилом.
Для предотвращения заклинивания крейцмейселя при прорубании узких канавок его лезвие должно быть шире оттянутой части. Углы заточки лезвия крейцмейселя те же, что и у зубила. Длина крейцмейселя от 150 до 200 мм.
Слесарный молоток (рис. 40,б). При рубке обычно используют молотки весом 0,5—0,6 кГ. Молоток изготовляют из инструментальной стали У7 и У8, а рабочую часть его подвергают термической обработке (закалке с последующим отпуском). Молотки бывают с круглым и квадратным бойком. Рукоятки молотков делают из дерева твердой породы (дуб, береза, клен и др.). Длина рукояток молотков среднего веса от 300 до 350 мм.
Для повышения производительности труда в последнее время начали осуществлять механизацию рубки путем применения пневматических молотков, работающих под действием сжатого воздуха, поступающего от компрессорной установки.
Процесс ручной рубки заключается в следующем. Обрубаемую заготовку или деталь зажимают в тисках так, чтобы разметочная линия рубки находилась на уровне губок. Рубку осуществляют в стуловых тисках (рис. 41, а) или, в крайнем случае, в тяжелых параллельных тисках (рис. 41,6). Зубило при рубке должно находиться в наклонном положении к обрубаемой поверхности заготовки под углом 30—35°. Молотком ударяют с таким расчетом, что бы центр бойка молотка попадал’ в центр головки зубила, причем нужно внимательно смотреть только на лезвие зубила, которое следует перемещать точно по разметочной линии рубки заготовки.
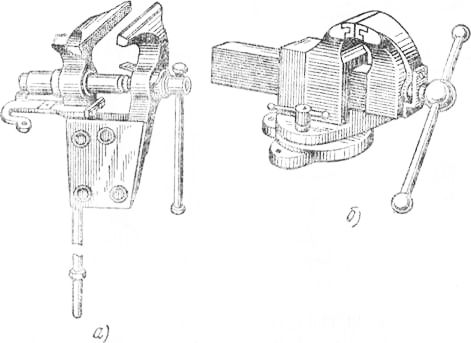
Рис. 41. Тиски:
а — стуловые, 6 — параллельные
При рубке толстый слой металла срубают за несколько проходов зубила. Для снятия металла зубилом с широкой поверхности предварительно крейцмейселем вырубают бороздки, затем образовавшиеся выступы срубают зубилом.
Для облегчения работы и получения гладкой поверхности при рубке меди, алюминия и других вязких металлов периодически смачивают лезвие зубила мыльной водой или маслом. При рубке чугуна, бронзы и других хрупких металлов на ребрах заготовки часто происходит выкрашивание. Для предотвращения выкрашивания перед рубкой на ребрах делают фаски.
Листовой материал рубят на наковальне или на плите зубилом с закругленным лезвием, причем сначала делаю? надрубку легкими ударами по разметочной линии, а затем разрубают металл сильными ударами.
Основным оборудованием рабочего места слесаря является верстак (рис. 42,а, б), представляющий собой прочный, устойчивый стол высотой 0,75 и шириной 0,85 м. Крышка верстака должна быть изготовлена из досок толщиной не менее 50 мм. Сверху и с боков верстак обивают листовой сталью. На верстаке устанавливают стуловые или тяжелые параллельные тиски. Стол имеет выдвижные ящики для хранения слесарного инструмента, чертежей и обрабатываемых заготовок и деталей.
Перед началом работы слесарь обязательно должен проверить слесарные инструменты. Обнаруженные у инструментов дефекты устраняют или заменяют непригодный к работе инструмент исправным. Категорически запрещается работать молотком с косой или сбитой поверхностью бойка, работать зубилом с косой или сбитой головкой.
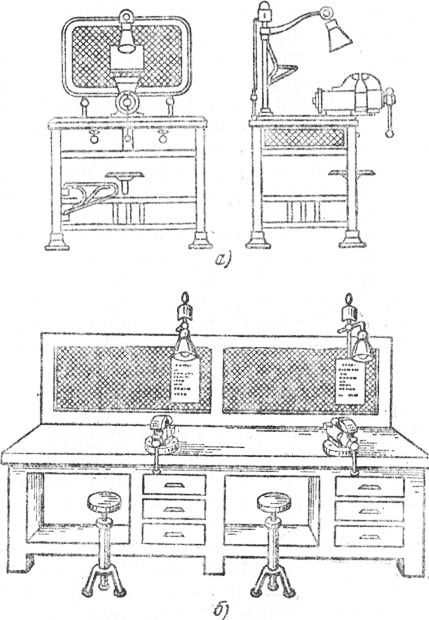
Рис. 42. Рабочее место слесаря:
а — одноместный верстак, б — двухмесгный верстак
Для защиты глаз от осколков слесарь должен работать обязательно в очках. Для защиты окружающих от отлетающих осколков на верстаке устанавливают металлическую сетку. Верстак должен быть прочно установлен на полу, а тиски хорошо закреплены на верстаке. Работать на плохо установленных верстаках, а также на слабо закрепленных тисках нельзя, так как это может привести к ранению руки, кроме того, быстро утомляет.
Инструменты
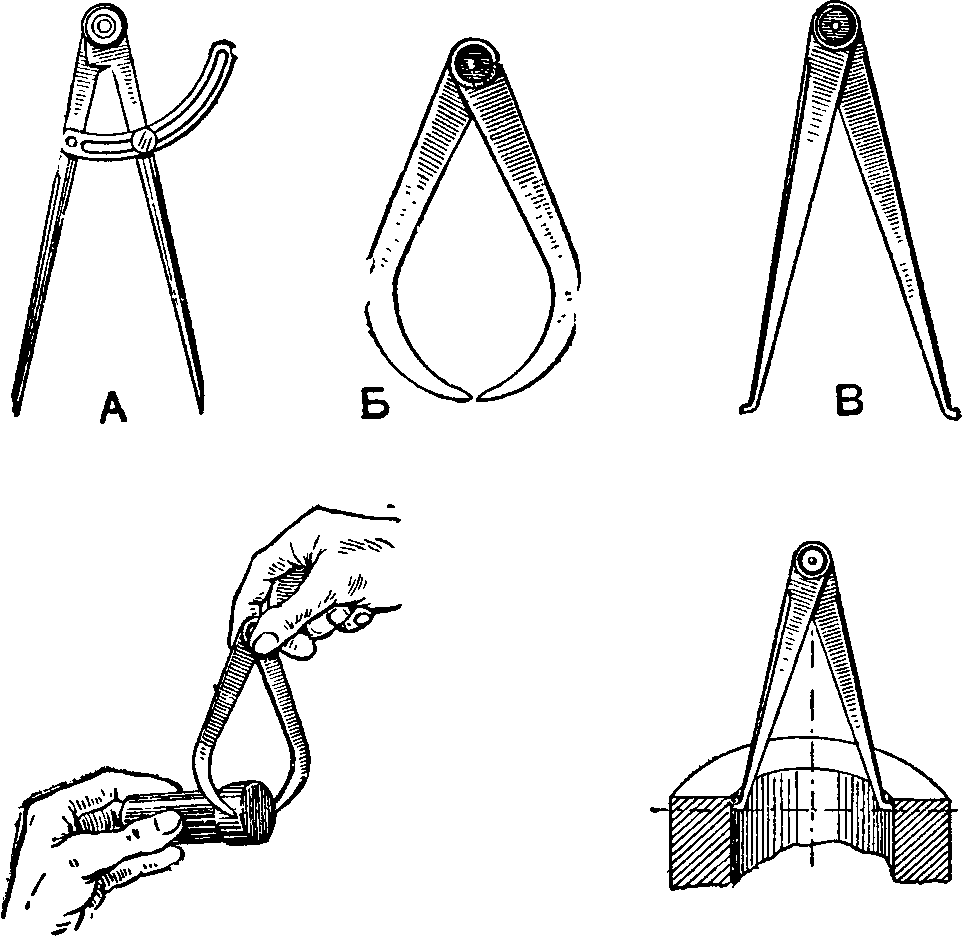
Циркуль слесарный









