 2020-09-26
2020-09-26 521
521
Линия производства майонеза начинается с комплекса оборудования для подготовки сухих и жидких компонентов, включающего емкости и насосы. Далее по ходу технологического процесса предусмотрены комплексы для приготовления и дозирования фаз, содержащие счетчики, теплообменники, емкости, насосы и гомогенизаторы.
Следующий комплекс предназначен для температурной обработки и предварительного эмульгирования, в состав которого входят теплообменники, насосы-дозаторы и эмульгаторы.
Ведущим является комплекс оборудования для получения готового майонеза, который содержит емкости и насосы-дозаторы.
В завершающий комплекс входит оборудование для фасования майонеза и укладки его в ящики.
Машинно-аппаратурная схема технологической линии производства майонеза представлена на рис. 21.
Устройство и принцип действия линии. На линии майонез получают следующим образом. В емкость 7 поступает рафинированное дезодорированное растительное масло. Просеянные сухие компоненты (яичный порошок, сухое обезжиренное молоко, горчичный порошок, сахарный песок, соль, сода пищевая) взвешиваются на весах в соответствии с распределением рецептурного набора по фазам и направляются в емкости 6 и 7 для приготовления фаз 2 и 4.
Фаза 1 – растительное масло, подогретое в пластинчатом теплообменнике до 20 ± 2 °С. Фаза 2 – суспензия яичного порошка в растительном масле – яичный порошок смешивается с растительным маслом, подаваемым через счетчик объема, при температуре 65 ± 2 °С. Фаза 3 – 10 %-ный раствор уксусной кислоты, который готовят смешиванием 80 %-ной уксусной кислоты и воды. Фаза 4 – растительное масло, сухое обезжиренное молоко, горчичный порошок и сода – все компоненты смешивают при 20±5 °С и частоте вращения мешалки 0,83 с-1. После образования гомогенной суспензии подают воду, сахарный песок и соль.
Для приготовления фазы 2 из емкости 1 насосом 4 через счетчик объема 5 и теплообменник 3 подается в емкость 6 растительное масло температурой (65±2) °С и загружается яичный порошок, происходит перемешивание и пастеризация фазы 2. Далее фаза 2 поступает в распределительную емкость 14, из которой насосом-дозатором 11 направляется на охлаждение до (15±5) °С в охлаждающий цилиндр комбинатора-теплообменника 8 и далее в комбинатор-эмульсатор (гомогенизатор) 15.
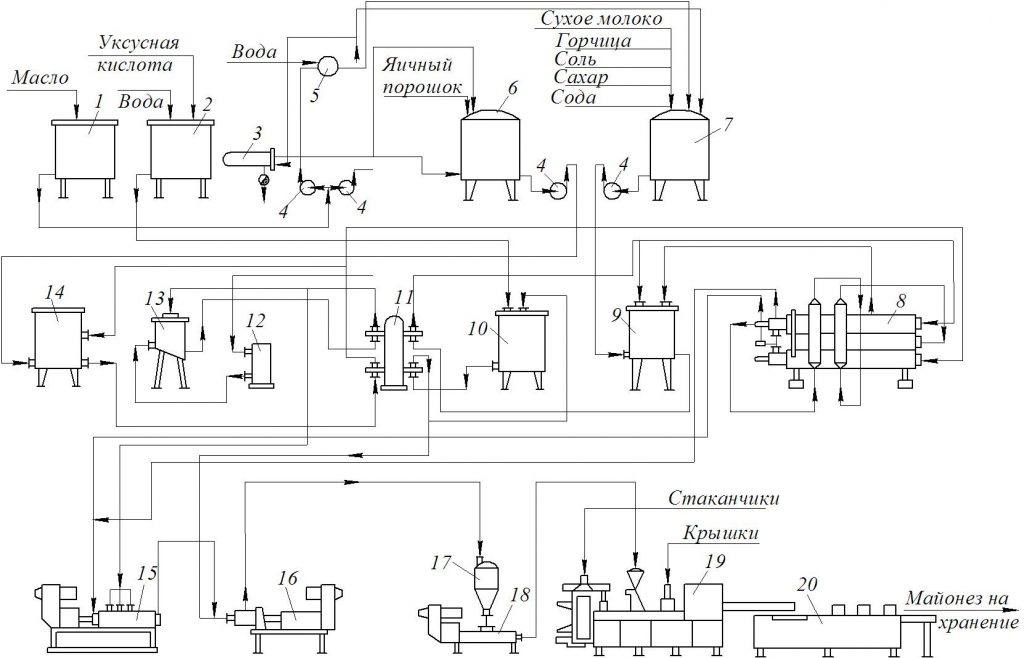
Рис. 21. Схема цепи производства майонеза
1 – ёмкость; 2 – бак; 3 – теплообменник; 4 – насос; 5 – счётчик объёма; 6,7 – ёмкости; 8 – комбинатор-теплообменник; 9 – распределительная ёмкость; 10 – ёмкость; 11 – насос-дозатор; 12 – пластинчатый теплообменник; 13,14 – распределительная ёмкости; 15 – гомогенизатор; 16 – роторный гомогенизатор; 17 – ёмкость; 18 – винтовой насос; 19 – фасовочная машина; 20 - машина для укладки в ящики из гофрированного картона.
В емкость 7 для приготовления фазы 4 из емкости 1 насосом 4 через счетчик объема 5 перекачивается растительное масло и подаются предварительно взвешенные сухое обезжиренное молоко, горчичный порошок и сода. Затем подается вода через счетчик объема 5 и вводятся остальные сухие компоненты (сахарный песок и соль). После перемешивания фаза 4 направляется в распределительную емкость 9, откуда насосом-дозатором 11 – на пастеризацию в нагревательный цилиндр комбинатора-теплообменника 8. Пастеризация производится при (82±2) °С с выдержкой при этой температуре в течение 6 мин. Затем во втором охлаждающем цилиндре комбинатора-теплообменника 8 фаза 4 охлаждается до (15±5) °С.
Давление на выходе из охлаждающих цилиндров должно быть 0,15…0,20 МПа. Из комбинатора-теплообменника фаза 4 направляется в комбинатор-эмульгатор 15.
Фазу 3 – 10 %-ный раствор уксусной кислоты – готовят в баке 2.
Растительное масло (фаза 1) через пластинчатый теплообменник 12 и распределительную емкость 13 насосом-дозатором 11 подается в комбинатор-эмульсатор 15. Образующаяся в нем предварительная эмульсия направляется в роторный гомогенизатор 16, где смешивается с 10 %-ным раствором уксусной кислоты (фаза 3), подаваемым насосом-дозатором 11 из емкости 10. Майонезная эмульсия обрабатывается в роторном гомогенизаторе 16 путем продавливания через зазор между статором и ротором (от 0,1 до 1,5 мм) при частоте вращения вала ротора 13,3…15,0 с-1.
Готовый майонез после гомогенизатора 16 поступает в емкость 17, откуда винтовым насосом 18 подается в дозатор фасовочной машины 19, которая разливает майонез в стаканчики из ПВХ вместимостью 250 г. Из фасовочной машины стаканчики с майонезом направляются на машину 20 для укладки в ящики из гофрированного картона. Машина укладывает по 4 стаканчика сверху в 3 ряда и 3 слоя (36 шт.) в каждый ящик. Обандероленные ящики направляются на склад, где готовая продукция хранится до отправления потребителю при температуре 0…18 °С и относительной влажности воздуха не более 76 %.








