 2020-10-10
2020-10-10 423
423
Наладка – это подготовка технологического оборудования (станка CTX 310 ecoline) и оснастки к выполнению технологической операции.
Процесс наладки станка заключается, в основном, в выполнении следующих действий:
1. Установка инструмента в гнезда револьверной головки в соответствии с УП;
2. Привязка инструмента;
3. Определение нуля детали;
4. Ввод и вывод УП.
После описания инструмента в режиме «Редактора инструментов», необходимо собрать (рис. 1.14) и загрузить инструментальные блоки в револьверную головку после чего синхронизировать список загруженности револьверной головки с фактической её загрузкой.
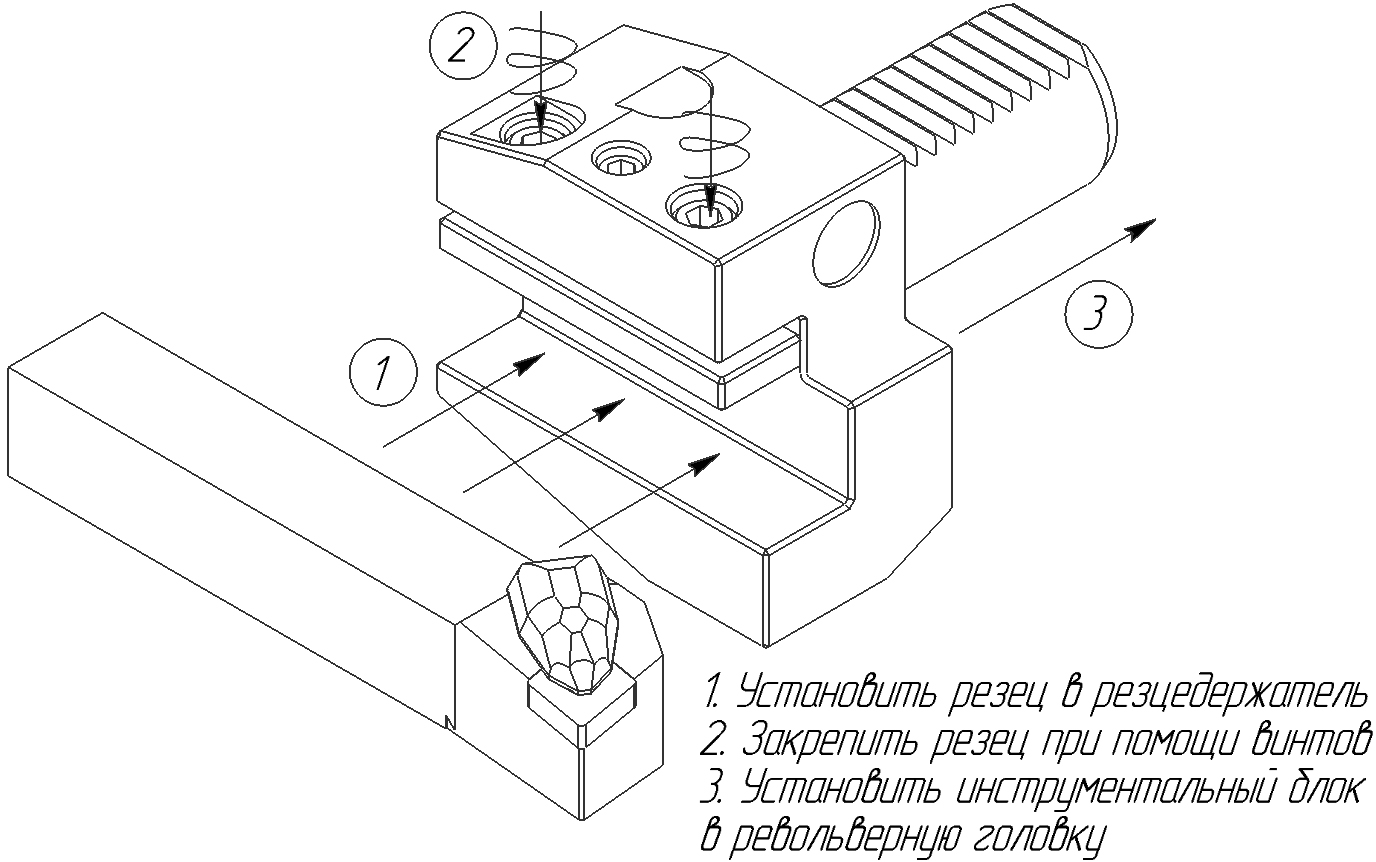
Рис. 1.14. Этапы сборки и загрузки инструментального блока на примере проходного токарного резца
Для этого в режиме работы «Станок» в главном меню нажимаем на клавишу «Установки подач, частоты вращения и инструмента» (T,S,F), затем нажимаем кнопку «список инструментов» (рис. 1.15) и откроется окно списка занятости револьверной головки (рис. 1.16).
В окне «занятости револьверной головки» доступны следующие функциональные клавиши:
1. Удаление инструмента;
2. Вставка инструмента;
3. Вырезать инструмент;
4. Редактирование инструмента;
5. Список инструментов в таблице инструментов;
6. Специальные функции;
7. Запомнить изменения;
8. Отмена.
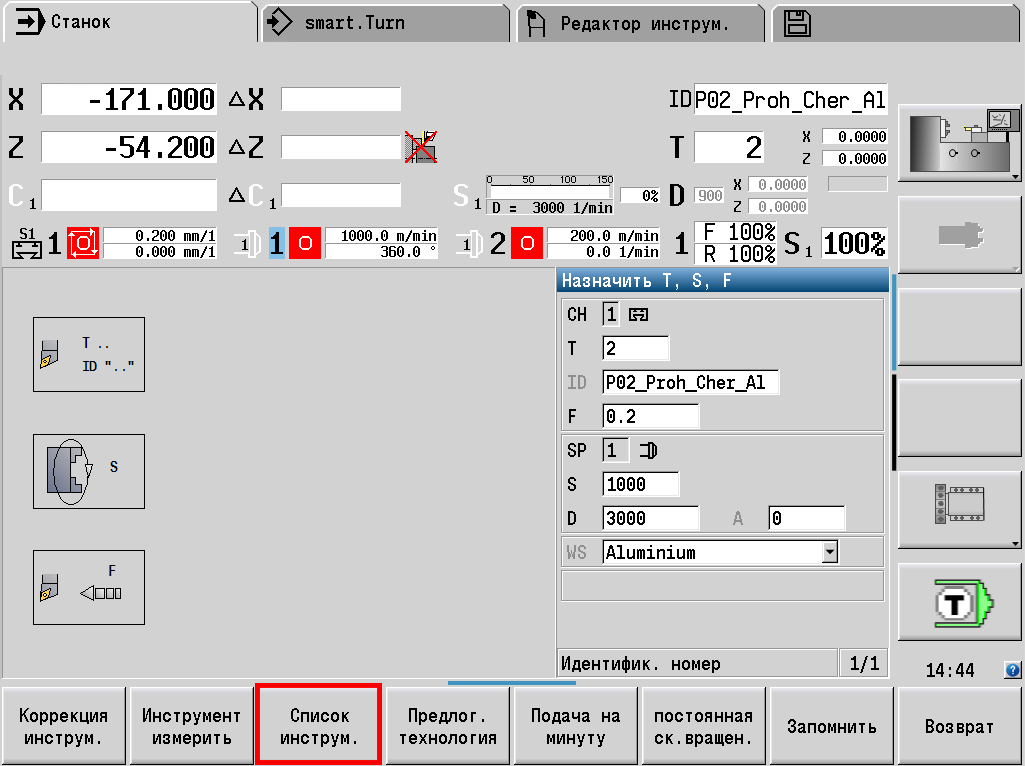
Рис. 1.15. Меню установки подач, частоты вращения и инструмента
При помощи функциональных клавиш из «Списка инструментов» заполняем таблицу «Занятости револьверной головки» в соответствии с фактическим положением инструмента в позициях револьверной головки (рис. 1.17).
Если в окне списка занятости револьверной головки присутствует инструмент, не находящийся в позициях револьверной головки его необходимо удалить.
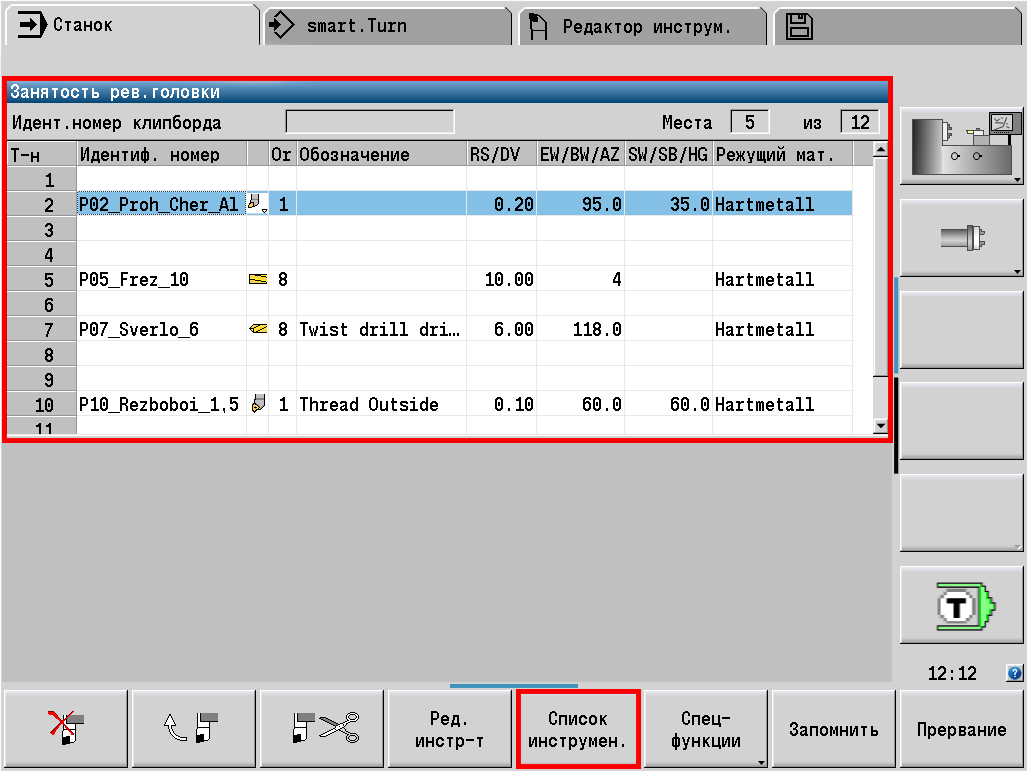
Рис. 1.16. Занятость револьверной головки
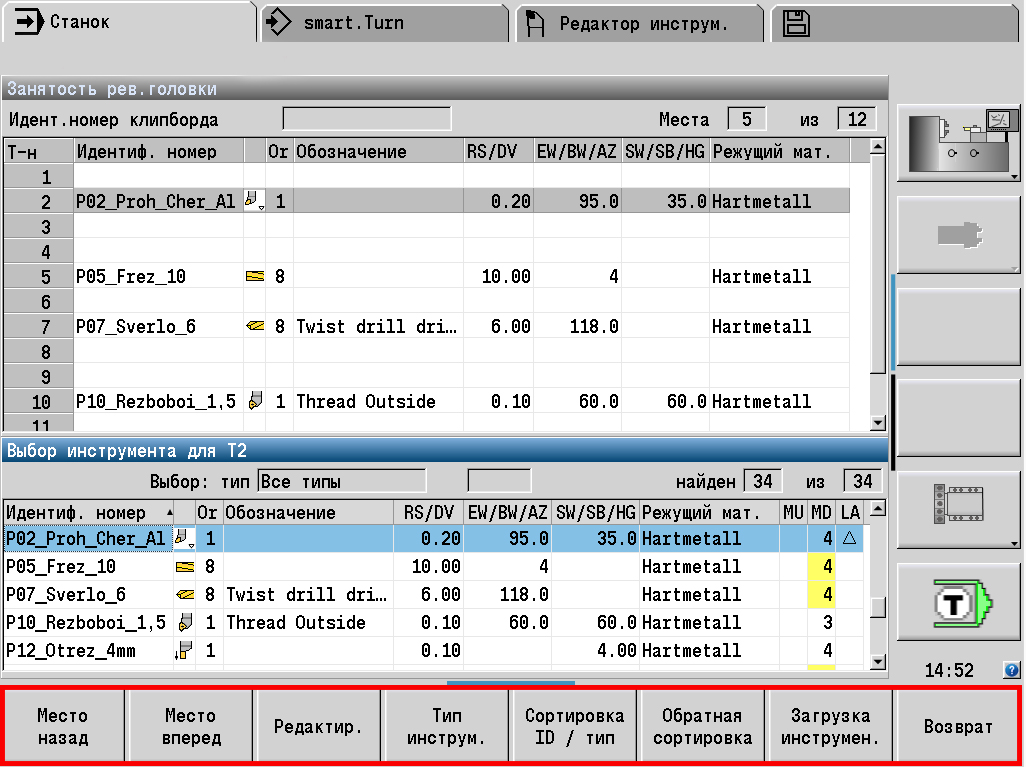
Рис. 1.17. Синхронизация списка занятости револьверной головки
с фактической её загрузкой








