 2020-10-11
2020-10-11 433
433«Согласно госстандарту, бесшовная горячекатаная труба изготавливается в разных габаритных вариантах:
- немерной длины (в диапазоне 4-12,5 м);
- мерной длины в установленных размерах;
- кратной мерной длины;
- длины, кратной мерной;
- приблизительной длины (в границах немерной)» [1].
Выбранный узел является неповоротным стыком.
Основным способом сварки труб для магистральных трубопроводов является механизированная дуговая сварка под флюсом.
Основным способом сварки таких труб является ручная дуговая сварка. Сварное соединение располагается по всему диаметру трубы и выполняется встык, торец трубы должен иметь геометрию согласно рисунка 2.1.

Рисунок 2.1 – Эскиз разделки кромок и геометрии шва
Сварное соединение имеет два слоя и соответственно, выполняются два режима сварки – корневой и облицовочный слои.
Сборочно-сварочные приспособления, применяемые для сварки узла
В качестве приспособлений для сваривания труб используются угольники, струбцины, зажимы для сварки, грузозахватные приспособления для подъема и перемещения труб и секций труб. Для сварки большого диаметра используется звенный центратор (рисунок 2.2)
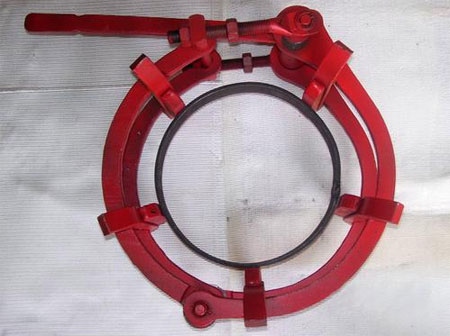
Рисунок 2.2 – Звенный центратор
Для сварки труб меньшего диаметра используются центраторы-струбцины, например, центратор-струбцина СМ151 и центратор-струбцина ЦС3.
Сварочное оборудование, применяемое для сварки узла
Для сварки применяются электроды типа ЛБ-52У по ГОСТ 9467-75 [3] диаметром 2,6 мм для корневого слоя шва и электроды ОК 5370 по ГОСТ 9467-75 [3] диаметром от 3,2 до 4,0 мм для заполняющего, облицовочного и подварочного слоев.








