 2020-10-11
2020-10-11 860
860Пример 2.5. Определить размер соединяемых элементов (ширину листов) l, из учета обеспечения прочности стыкового сварного шва. Растягивающая сила N = 400 кН, γ n = 0,95. Сварка ручная электродуговая с визуальным контролем качества шва. Соединяемые листы выполнены из стали С245, γ с = 1,0. Толщина листов t = 8 мм (рис. 2.2).
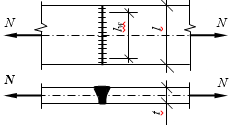
Рис.2.2 Конструкция стыкового шва. К примеру 2.5
Решение.
1. Определяем расчетное сопротивление стали Ry = 240 МПа = 24,0 кН/см2 (табл. 2.1 Приложение 2).
2. Определяем расчетное сопротивление стыкового сварного шва. Так как стыковое соединение работает на растяжение, и использован визуальный контроль качества шва Rwy = 0,85 Ry = 0,85·24,0 = 20,4 кН/см2.
3. Из формулы (2.1) находим расчетную длину шва lw= N γ n /(tRwy γ c) = 400·0,95/(0,8·20,4 ·1,0) = 23,28 см.
4. Находим длину шва с учетом возможных дефектов сварки (непровар шва, кратер шва) l = lw + 2 t = 23,28 + 2·0,8 = 24,9 см; полученный результат округляем и принимаем ширину листов и, соответственно, длину шва l = 250 мм.
Пример 2.6. Рассчитать прикрепление двух уголков 2∟90×90×7 к фасонке фермы, толщиной t = 10 мм (рис. 2.3). Уголки и фасонка выполнены из стали С345. На стержень действует сжимающее усилие N = 300 кН, γ n = 1,0. Сварка ручная электродуговая выполняется электродами Э 50А. Коэффициент условия работы γ c = 0,95.
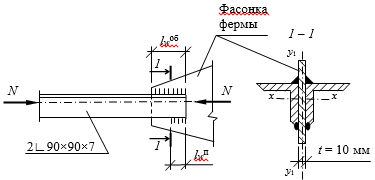
Рис.2.3. Прикрепление уголков к фасонке. К примеру 2.6
Решение.
1. Для электродов Э 50А расчетное сопротивление Rwf = 215 МПа = 21,5 кН/см2 (табл. 56* СНиП II-23-81*). Run = 470 МПа = 47,0 кН/см2 (определяем по табл. 2.1 Приложения 2).
2. Наибольшая высота катета угловых сварных швов прикрепляющих уголки назначается: по перу – на 1-2 мм меньше толщины уголка; по обушку (тупую часть уголка) – на 20% больше толщины уголка. Принимаем высоту катетов швов одинаковую по перу и по обушку уголков kf = 6 мм (что меньше на 1 мм толщины уголка). При ручной сварке значения коэффициентов: β f = 0,7, β z =1,0.
3. Проверяем выполнение условия (2.2)
β fRwf /(0,45β zRun) = 0,7·21,5/(0,45·1,0·47,0) = 0,7 < 1. Условие выполняется, длину сварного шва определяем из формулы (2.3)
lw = N γ n /(β f kf Rwf γ с)= 300·1,0/(0,7·0,6·21,5·0,95) = 34,97 ≈ 35,0 см.
Следует учитывать, что полученная по расчету длина шва требуется для прикрепления двух уголков. Распределяем швы между уголками, и между двумя сторонами каждого уголка. На обушок уголка (его тупую часть) приходится 70% усилия и, соответственно, 70% длины шва; на перо уголка приходится 30% усилия – 30% длины шва:
lw об = 0,7 lw /2 = 0,7·35/2 = 12,3 см, с учетом дефектов швов принимаем
lw об = 12,3 + 1,0 = 13,3 см, округляем и принимаем швы по обушку каждого уголка равные 135 мм;
lw п = 0,3 lw / 2 = 0,3·35/2 = 5,3 см, с учетом дефектов швов принимаем
lw п = 5,3 + 1,0 = 6,3 см, округляем и принимаем швы по перу уголков равные 65 мм.
Пример 2.7. Рассчитать соединение листов при помощи накладок. Накладки привариваем угловыми фланговыми и фронтальными швами. Ширина накладок b н =800 мм (рис. 2.4).
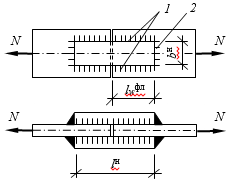
Рис.2.4. Сварное соединение с накладками. К примеру 2.7
Листы и накладки выполнены из стали С245. Коэффициент условия работы γ c = 1,0. Толщина листов t л = 8 мм, толщина накладок t н = 4 мм. На соединение действует растягивающее усилие N = 1500 кН, γ n = 1,0. Сварка ручная электродуговая, выполняется электродами Э 42.
Решение.
1. Для электродов Э 42 расчетное сопротивление Rwf = 180 МПа = 18,0 кН/см2 (табл. 56* СНиП II-23-81*). Для стали С245 величина Run = 370 МПа = 37,0 кН/см2 (определяем по табл. 2.1 Приложения 2).
2. При ручной сварке значения коэффициентов: β f = 0,7, β z = 1,0.
3. Проверяем выполнение условия (2.2)
β fRwf /(0,45β zRun) = 0,7·18,0/(0,45·1,0·37,0) = 0,76 < 1. Условие (2.2) выполняется. Длину сварного шва определяем из формулы (2.3); принимаем высоту катетов швов равную толщине накладок kf = 0,4 см,
lw = N γ n /(β f kf Rwf γ с)= 1500·1,0/(0,7·0,4·18,0·1,0) = 297,6 см.
Полученная по расчету длина шва требуется для прикрепления двух накладок с каждой, от их середины, стороны. Считается, что фланговые и фронтальные швы работают одинаково. Требуемая длина швов, прикрепляющих одну накладку lw = lw /2 = 297/2 = 148,5 см, с учетом дефектов швов принимаем lw = 148,5 + 1,0 = 149,5 см. Фронтальные швы расположены перпендикулярно направлению действия усилия, принимаем их равными ширине накладки, b н =80,0 см. Длины фланговых швов определяем за вычетом фронтальных швов и распределяем между сторонами накладки lw фл = (149,5 – 80,0)/2 = 34,75 см.
На основании расчета сварных швов и учитывая зазор между листами в один мм, можно определить длину накладки l н = 347,5 + 1 + 347,5 = 696 мм. Принимаем длину накладки l н = 700 мм, ширину b н =800 мм. При необходимости можно перераспределить размеры фланговых и фронтальных швов, соответственно изменив размеры накладок.








