 2020-10-12
2020-10-12 1112
1112Опиливание металла. Обработка металла напильником
Опиливанием называют обработку металла режущим инструментом – напильником, с помощью которого с поверхности заготовки снимают слой металла с тем, чтобы придать ей необходимые размеры, заданную форму и требуемые точность (10- 12 квалитет) и шероховатость поверхности (Ra – 1,25 ÷ 2,5 мкм). Опиливание применяют, как правило, после рубки или резки для отделки поверхности обрабатываемой детали и придания ей более точных размеров. Опиливание применяют также для пригонки деталей при сборке. В слесарном деле опиливанию подвергают наружные плоские и криволинейные поверхности, наружные или внутренние, сложные фасонные поверхности, углубления, отверстия, пазы и выступы.
Напильники
Напильники (рис. 1) изготовляют из инструментальной и углеродистой сталей марок У13 или У13А или легированной хромистой стали ШХ15.
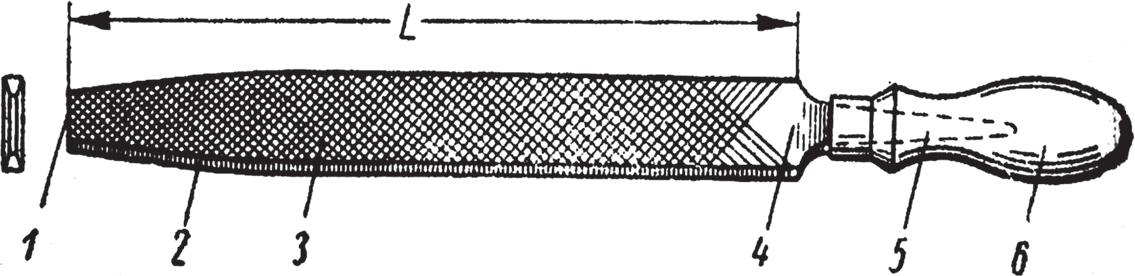
Рис. 1. Элементы напильника: 1 – нос; 2 – ребро; 3 – грань; 4 – пятка; 5 – хвостовик; 6 – ручка; L – длина
По своему назначению напильники разделяются на:
1. слесарные общего назначения;
2. рашпили;
3. надфили;
4. машинные (для опиловочных станков);
5. вращающиеся (дисковые и головки);
6. специальные.
Форма сечения напильника и его назначение
| Виды напильников | Назначение |
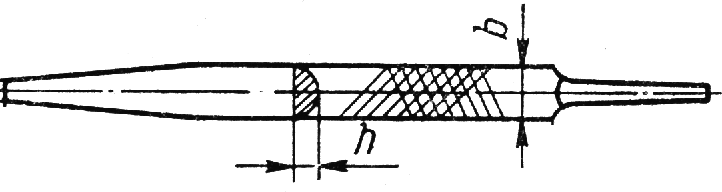
  | Плоские и плоские остроносые предназначены для опиливания легкодоступных плоских и выпуклых поверхностей, пропиливания шлицев и канавок (размера h и больше), распиливания прямоугольных отверстий |
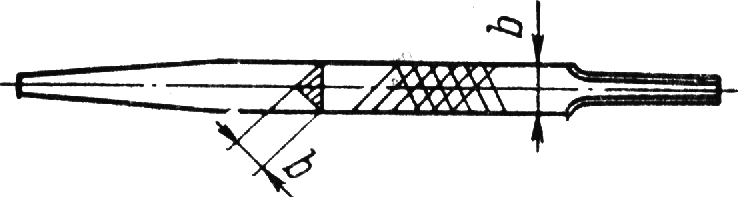
 | Квадратные (четырехгранные) предназначены для распиливания квадратных и прямоугольных отверстий (размера b и больше), узких плоских поверхностей, недоступных для работы широким плоским напильником |
  | Трехгранные и ромбические предназначены для опиливания внутренних острых углов, трехгранных отверстий и плоскостей (размера b,h и больше), в недоступных для плоского напильника местах |
  | Круглые и полукруглые предназначены для распиливания круглых или овальных отверстий, вогнутых и плоских поверхностей (размера d,b,h и больше), для опиливания плоской стороной плоскостей, полукруглой стороной—вогнутых поверхностей (полукруглых выемок) |
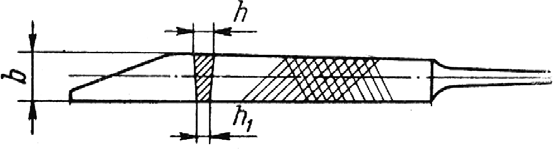 | Ножовочные предназначены для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях (размера b,h и больше |
В зависимости от формы обрабатываемой поверхности применяют напильники с различными профилями сечения.
Для обработки плоских поверхностей используют напильники плоского сечения. Выпуклые и вогнутые поверхности обрабатывают напильниками с полукруглым профилем, а квадратные отверстия и прямоугольные пазы - напильниками квадратного сечения. Для обработки углов применяют напильники трехгранного сечения. Напильники круглого сечения используют при обработке круглых отверстий и криволинейных переходов небольшого диаметра.
По числу насечек, приходящихся на 1 см длины, напильники делятся на шесть классов:
0-й класс - напильники драчевые (крупная насечка), применяемые для грубого чернового опиливания, когда снимается слой металла толщиной от 0,5 до 1,0 мм;
1-й класс - напильники личные (мелкая насечка), применяемые для чистовой обработки поверхности при снятии металла толщиной не более 0,3 мм;
2-й, 3-й, 4-й и 5-й классы - напильники бархатные с мелкой и очень мелкой насечкой, применяемые для подгонки деталей, для отделки и доводки поверхностей при снятии металла толщиной до 0,05 мм.
Для очень точной и мелкой работы применяют специальные напильники - надфили.
В зависимости от длины обрабатываемой заготовки применяют и соответствующей длины напильники - от 125 до 450 мм (длиной считается только насеченная часть). Длина насеченной части надфилей 40, 60 и 80 мм при общей длине соответственно 80, 120 и 160 мм.
Приемы опиливания
Наибольшая производительность труда при опиливании обеспечивается при расположении верхней поверхности губок тисков на уровне локтя рабочего (рис. 6, а). Существенное влияние на производительность опиливания оказывает положение ног и корпуса рабочего при работе.
Наиболее удобное положение такое, при котором корпус слесаря составляет примерно 45° с линией, проходящей через губки тисков (рис. 6, б). Левая нога слесаря должна быть выдвинута вперед носком в сторону рабочего движения напильника на расстояние 150–200 мм от переднего края верстака и должна воспринимать почти весь вес тела. Правая нога должна быть отдалена от левой на 200–300 мм. Угол между средними линиями ступней должен составлять примерно 60– 70° и правая нога должна быть упором (рис. 6, в).
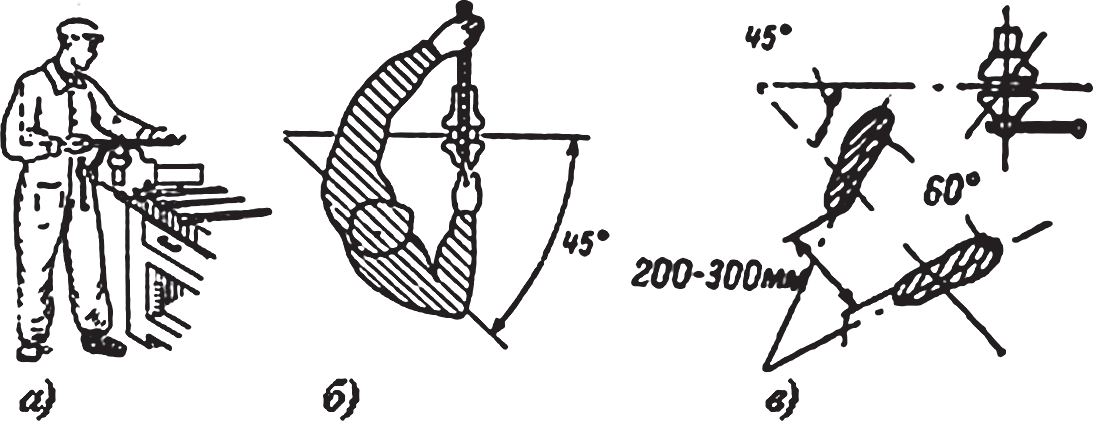
Рис. 6. Приемы опиливания
Для снятия напильником толстых слоев металла приходится нажимать на напильник с большей силой, и поэтому правую ногу отставляют от левой на 500–700 мм, так как в этом случае нагрузка на нее больше, чем в первом случае. При слабом нажиме на напильник, например при доводке или отделке поверхности детали, ноги ставят почти рядом.
Существенным является координация движений слесаря и усилий, прикладываемых к напильнику (рис. 7).
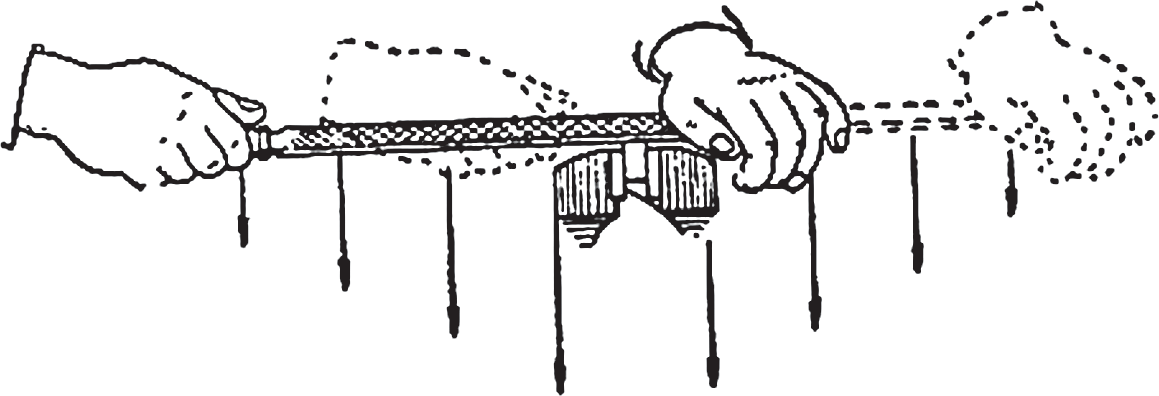
Рис. 7. Схема распределения усилий нажима рук при опиливании
Движение напильника должно быть строго горизонтальным, поэтому вертикальные усилия на рукоятку и нос напильника должны изменяться в зависимости от положения точки контакта напильника с деталью. При рабочем движении напильника усилие левой руки необходимо постепенно уменьшать. Регулируя усилие нажатия на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. Прижимать напильник к детали необходимо только при рабочем ходе (от себя). Во время обратного хода напильник должен лишь скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Если плоскую поверхность опиливают особенно тщательно, ее проверяют «на краску». Окрашенные места опиливают, а затем поверхность снова проверяют по краске. Так продолжают до тех пор, пока не будет достигнута необходимая точность обработки поверхности.
Правильное положение рук при черновом опиливании показано на рис. 8. Темп движения напильника зависит от его величины и выполняемой работы. Опиливание идет быстрее, если темп движения взят небольшой, а стружку снимают большую.
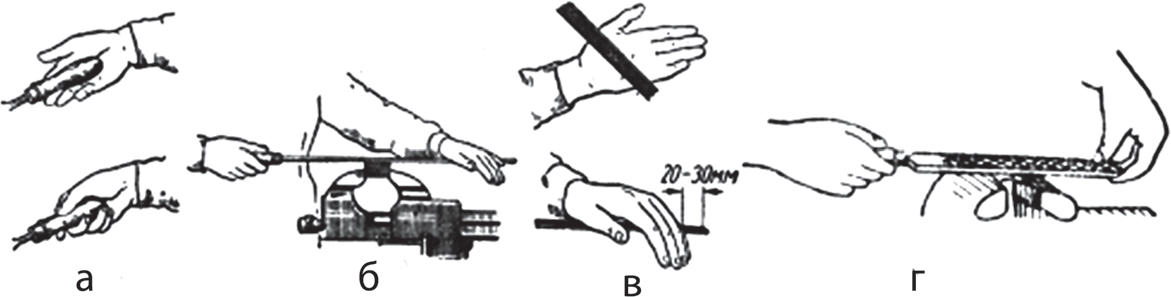
Рис. 8. Приемы работы напильником: а – положение ручки напильника в правой руке; б – выполнение опиливания; в – положение левой руки на напильнике; г – положение левой руки при чистовом опиливании








