 2014-02-02
2014-02-02 5358
53581. Виды и методы статистического регулирования качества технологических процессов
2.. Контрольные карты (общие сведения)
3. Контрольные карты Шухарта
4. Приемочные контрольные карты
5. Адаптивные контрольные карты
6. Риски, связанные с решениями, принимаемыми на основе контрольных карт. Критерии эффективности
7. Экономические соображения
1.Виды и методы статистического регулирования качества технологических процессов
Виды статистического регулирования процессов.
Задача статистического регулирования технологических процессов состоит в том, чтобы на основании результатов периодического (т.е. в динамике) контроля выборок относительно малого объема оценивать их стабильность и корректировать наладку процессов на требуемое качество.
Имеется две разновидности регулирования процессов: по количественному и альтернативному (качественному) признакам. Для каждой из разновидностей разработаны свои статистические методы регулирования.
Регулирование (или контроль) по количественному признаку заключается в
определении с требуемой точностью фактических значений контролируемого параметра у отдельных представителей (выборки) продукции.
Затем по фактическим значениям параметров определяются статистические характеристики процесса и по ним принимаются решения о его состоянии.
Такими характеристиками являются выборочное среднее, медиана, размах и выборочное среднее квадратическое отклонение. Первые две характеристики — характеристики положения, а последние две — характеристики рассеяния случайной величины X.
Регулирование (или контроль) по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, также считается дефектной. При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра — достаточно установить факт соответствия или несоответствия его установленным требованиям. Поэтому для контроля можно использовать простейшие средства: шаблоны, калибры и др. Решение о состоянии технологического процесса принимается в зависимости от числа дефектов или числа дефектных единиц продукции, выявленных в выборке.
Каждый из перечисленных способов регулирования (контроля) имеет свои преимущества и свои недостатки. Так, преимущество контроля по количественному признаку состоит в том, что он болё информативен и поэтому требует меньшего объема выборки. Однако такой контроль более дорогой, поскольку для него необходимы такие технические средства, которые позволяют получать достаточно точные фактические значения контролируемого параметра. Кроме того, для статистического регулирования при контроле по количественному признаку необходимы (иногда сложные) вычисления, связанные с определением статистических характеристик. Преимущество контроля по альтернативному признаку заключается в его простоте и относительной дешевизне, так как можно использовать простейшие средства контроля или даже визуальный контроль. К недостаткам такого контроля относится его меньшая информативность, что требует большого объема выборки при равных исходных данных.
Методы регулирования процессов. В настоящее время существует несколько методов статистического регулирования технологических процессов. Наиболее распространенный и эффективный из них — метод с использованием контрольных карт (карт Шухарта), на которых отмечают границы регулирования, ограничивающие область допустимых значений, вычисленных на основании статистических данных. Выход точки за границы регулирования (или появление ее на самой границе) служит сигналом о разладке технологического процесса. Контрольная карта позволяет не только обнаружить какие-то отклонения от нормального хода процесса, но и в значительной степени объяснить причины этого отклонения.
Предположим, что процесс стабилен во времени (статистически управляем). Пусть кривые, изображенные на рис. 1, отражают общий выход процесса каждый час. Так как процесс стабилен, эти кривые остаются во времени неизменными, час за часом.
Если каждый час отбираются четыре изделия и они измеряются, то в разных подгруппах будут получены различные результаты. Пусть крестики (X) показывают эти результаты. По каждой подгруппе вычисляются статистические свертки — групповое среднее и групповой размах. Эти итоговые статистики наносятся затем на контрольные карты, как показано на рис. 2. Эти контрольные карты представляют собой графики хода процесса с отмеченными на них контрольными пределами.
Пока процесс остается стабильным и неизменным, средние и размахи подгрупп будут «болтаться» случайным образом в пределах установленных границ. В данном случае можно сказать, что никакой неконтролируемой вариации не обнаружено и рассматриваемое явление оставалось неизменным все время наблюдения

| Рисунок 1. Четыре подгруппы, отобранные из идеального стабильного процесса |
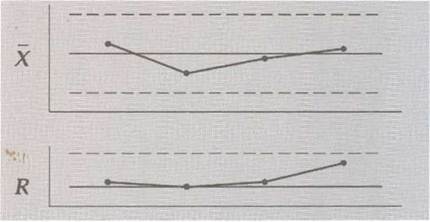
Рисунок.2. Карта среднего и размаха для стабильного процесса
А теперь посмотрим, что произойдет, если процесс начнет изменяться часа к часу. Пусть кривые на рис. 3 описывают его выход с часовым интервалом. Крестики под этими кривыми изображают отдельные измерения. К и в предыдущем примере, данные в подгруппах свернуты в средние и размахи подгрупп, величины которых нанесены на соответствующие контрольные карты (рис. 3).
Как видим, на втором часу резко увеличилось среднее процесса — среди подгруппы переместилось выше верхнего контрольного предела.
Еще через час среднее резко упало — групповое среднее оказалось ни; нижнего контрольного предела.
Заметим, что на протяжении первых трех часов рассеяние процесса не менялось и размахи подгрупп оставались в пределах установленных границ.
А вот на четвертом часу рассеяние возросло, а среднее вернулось к своему первоначальному значению. Групповой размах вышел за пределы, а групповое среднее в них вернулось.

Рис. 3.. Четыре подгруппы, отобранные из нестабильного процесса

Рисунок. 4- Карта среднего и размаха для нестабильного процесса
среднее в них вернулось. Таким образом, наблюдая за подгруппами с помощью контрольных карт, можно своевременно обнаружить изменения процесса.








