 2014-02-05
2014-02-05 677
677Рис. 14 График определения скорости испарения растворителя при проведении лакокрасочных работ
Таблица 3. Суммарные выделения вредных веществ при сварке, г/кг.
| Вид сварки | Марка сварочных материалов | Пыль | газы | |||||
| Количество г/кг | Mn | CrO3 | Cr2O3 | NO2 | CO | HF | ||
| Ручная штучными электродами | Электроды: УОНИ 13/45 | 14 | 0.5 | - | - | - | - | - |
| УОНИ 13/55 | 18 | 1.1 | - | - | - | - | 2.3 | |
| АНО-1 | 7.1 | 0.4 | - | - | - | - | - | |
| АНО-3 | 6 | 0.85 | - | - | - | - | - | |
| АНО-4 | 6 | 0.6 | - | - | - | - | - | |
| ЭА 606/11 | 11 | 0.7 | 0.3 | 0.2 | 1.3 | 1.4 | 0.004 | |
| ЭА 48М/22 | 9.7 | 0.8 | 0.7 | 0.6 | 0.7 | - | 0.001 | |
| Полуавтома- тическая в углекислом газе | Проволоки: Св-08 Г2С | 8 | 0.5 | - | - | - | 14 | - |
| Св-Г6Х16Н25М6 | 15 | 2 | 1.0 | - | - | - | - | |
| ЭП-704 | 8.4 | 0.8 | 0.02 | 0.05 | - | 3 | - | |
| ЭП-854 | 7.4 | 0.7 | - | 0.6 | - | 2 | - | |
| Автоматиче-ская в углекислом газе | Проволоки: ЭП-704 | 6.5 | - | - | 1.0 | - | 11 | - |
| О3ХГСН 3МД | 4.4 | 0.22 | - | 0.16 | - | - | - | |
| Полуавтома-тическая плавящимся электродом в инертных газах | Сплавы Al, Mg | 20 | 0.7 | - | - | - | - | - |
| Титана | 4.7 | - | - | - | - | - | - | |
| меди | 18 | 0.3 | - | - | - | - | - | |
| Сварка под флюсом | Флюсы ОСЦ-45 | - | 0.03 | - | - | - | - | 0.2 |
| 48-ОФ-6 | - | 0.02 | - | - | - | - | 0.07 | |
| Сварка порошковой проволокой | Проволока ЭПС15/2 | 4.8 | 0.9 | - | - | - | - | 0.77 |
| ПП-АН-3 | 13.7 | 1.36 | - | - | - | - | 2.7 |
Во время сварки в инертных газах (особенно вольфрамовым электродом) значительны выделения озона, и расчет вентиляции при сварке в этом случае необходимо производить по озону.
В малярно-изоляционных цехах судостроительных заводов
Лакокрасочные материалы содержат плёнкообразующую основу и растворители. В них входят также окислы металлов, глина, сажа и тальк. Наиболее опасны растворители: толуол, ксилол, ацетон, бутиловый и этиловый спирты, уайт-спирит, циклогексан и другие, содержание которых в лакокрасочных материалах может доходить до 80 %.
Растворители при высыхании краски попадают в окружающее пространство, причем пары растворителя выделяются в воздух не только в момент нанесения покрытия, но и в процессе его высыхания.
Количество паров растворителей определяют по формуле:
 ,
,
где  - содержание летучих компонентов в лакокрасочном материале, %;
- содержание летучих компонентов в лакокрасочном материале, %;
 - расход лакокрасочного материала в час, кг/ч;
- расход лакокрасочного материала в час, кг/ч;
 - функция коэффициента
- функция коэффициента  и времени высыхания
и времени высыхания  , для определения ее значения пользуются графиком (рис. 14).
, для определения ее значения пользуются графиком (рис. 14).
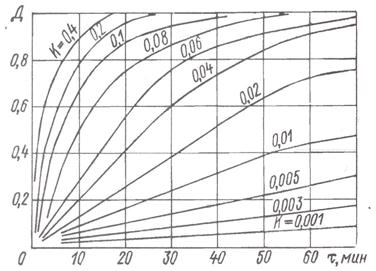 При температуре воздуха 20°С коэффициент может быть определен и по эмпирической формуле:
При температуре воздуха 20°С коэффициент может быть определен и по эмпирической формуле:
 ,
,
где  - продолжительность высыхания лакокрасочного материала, мин.
- продолжительность высыхания лакокрасочного материала, мин.
Для определения значения при других условиях необходимо вводить дополнительные коэффициенты, зависящие от метеорологических условий и характеристики окрашенной поверхности.
В цехах, изготовляющих изделия из стеклопластика,
который содержит стекловолокнистый наполнитель и связующие смолы, применяют различные связующие как на основе полиэфирных ненасыщенных смол типа НПС-609, так и смол типа ПН, содержащих токсичное вещество - стирол. При равных условиях
- смолы НПС-609-21 и НПС-609-26с выделяют 47г стирола на 1кг, а
- смолы ПН-3 выделяют до 310г на 1кг смолы.
Количество летучих компонентов, поступающих в воздух за первый час при формовании и полимеризации полиэфирных связующих, определяется по формуле:
 ,
,
где  - количество летучих веществ в связующем, %;
- количество летучих веществ в связующем, %;
 - температура воздуха в помещении, °С;
- температура воздуха в помещении, °С;
 - количество связующего, израсходованного на формование верхнего слоя стеклопластика, г/ч;
- количество связующего, израсходованного на формование верхнего слоя стеклопластика, г/ч;
- множитель, учитывающий выделение летучих веществ за определенный промежуток времени (определяют по справочнику).
При изготовлении небольших изделий, когда слои накладываются друг на друга через 5—10 мин, на объем вредных выделений влияет не только последний, но и предыдущие слои. Для учета этого применяют коэффициент, зависящий от количества слоев:
- для двухслойной конструкции этот коэффициент равен 1,4;
- для трехслойной - 2,5;
- для десятислойной - 2,65.
При электро- и радиомонтажных работах,
проводимых на судах и предприятиях, используются различные припои, содержащие свинец и олово, пары которых весьма токсичны. Поэтому необходимо учитывать, какие количества этих веществ испаряются в процессе работы.
Ниже приведены количества паров свинца и олова, выделяющиеся при использовании различных припоев.
Свинец, мг/ч... 27 18 16
Олово, мг/ч.... 12 12 11
Для расчета вентиляции используют ранее приведенные формулы (5.1), (5.2), определяя значения  - коэффициента эффективности воздухообмена при разбавлении вредных веществ:
- коэффициента эффективности воздухообмена при разбавлении вредных веществ:  ,
,
и  - коэффициента эффективности воздухообмена при избытке тепла:
- коэффициента эффективности воздухообмена при избытке тепла:
 .
.
где  — концентрация вредных веществ в удаляемом воздухе, мг/м3;
— концентрация вредных веществ в удаляемом воздухе, мг/м3;
 - количество вредных веществ в поступающем в помещение воздухе, мг/м3;
- количество вредных веществ в поступающем в помещение воздухе, мг/м3;
 - предельно допустимая концентрация вредных веществ в воздухе рабочей зоны (ПДК), мг/м3;
- предельно допустимая концентрация вредных веществ в воздухе рабочей зоны (ПДК), мг/м3;
 — температура удаляемого воздуха, °С;
— температура удаляемого воздуха, °С;
 - температура воздуха, поступающего в помещение, ° С;
- температура воздуха, поступающего в помещение, ° С;
 - нормируемое значение температуры воздуха рабочей зоны, ° С.
- нормируемое значение температуры воздуха рабочей зоны, ° С.
В судовых помещениях при производстве малярных, изоляционных и облицовочных работ
Необходимо устанавливать общеобменную вентиляцию. Потребное количество воздуха в системах вентиляции в этом случае определяется иначе. Количество паров, поступающих в воздух судового помещения, принимается равным количеству растворителя, содержащегося в материале.
Для каждого судового помещения воздухообмен при кистевой окраске, а также при обезжиривании, нанесении изоляции и облицовки определяется по формуле  , м3
, м3
где  - коэффициент, учитывающий неравномерность распределения паров растворителей в помещении;
- коэффициент, учитывающий неравномерность распределения паров растворителей в помещении;
 - количество рабочих, выполняющих одновременно работу в помещении, чел.;
- количество рабочих, выполняющих одновременно работу в помещении, чел.;
 - производительность труда рабочего, м2/ч;
- производительность труда рабочего, м2/ч;
 - удельный расход материала, кг/м2 (краски при окрасочных работах, клея при изоляции и облицовке, растворителя при обезжиривании);
- удельный расход материала, кг/м2 (краски при окрасочных работах, клея при изоляции и облицовке, растворителя при обезжиривании);
 - удельный воздухообмен, отнесенный к 1 кг материала, м3/кг.
- удельный воздухообмен, отнесенный к 1 кг материала, м3/кг.
Удельный воздухообмен для обеспечения предельно допустимых концентраций определяется по формуле: 
где  - содержание летучих компонентов в 1 кг материала, г/кг;
- содержание летучих компонентов в 1 кг материала, г/кг;  ,
,  ,…,
,…, - соответствующие предельно допустимые концентрации летучих компонентов в воздухе рабочей зоны, г/м3.
- соответствующие предельно допустимые концентрации летучих компонентов в воздухе рабочей зоны, г/м3.
Производительность вытяжных установок для вентиляции помещений судна определяется суммированием воздухообменов, необходимых для выполнения окрасочных работ с учетом одновременности их выполнения:  , где
, где
- продолжительность проведения окрасочных (изоляционных, облицовочных) работ в помещении (принимается по технологической документации), ч;
 - количество расходуемого лакокрасочного материала (клея, растворителя) (принимается по ведомости окраски, изоляции, облицовки), кг;
- количество расходуемого лакокрасочного материала (клея, растворителя) (принимается по ведомости окраски, изоляции, облицовки), кг;
 — удельные воздухообмены на 1 кг материала ЛКП.
— удельные воздухообмены на 1 кг материала ЛКП.
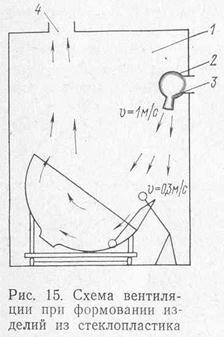 Для создания благоприятных условий в рабочей зоне необходимо не только подать в помещение потребное (расчетное) количество воздуха, но важно и правильно организовать воздухообмен. Например, при формовании изделий из стеклопластика вентиляция рабочего места может быть организована так, как показано на рис. 15.
Для создания благоприятных условий в рабочей зоне необходимо не только подать в помещение потребное (расчетное) количество воздуха, но важно и правильно организовать воздухообмен. Например, при формовании изделий из стеклопластика вентиляция рабочего места может быть организована так, как показано на рис. 15.
Рабочий и формуемое изделие располагаются в камере 1. Приточный воздух подают на рабочее место так, чтобы голова работающего находилась в приточной струе. Для этого вдоль камеры прокладывают конусный воздуховод 2 со щелью 3.
Воздух выдувает из корпуса формуемого изделия токсичные пары и удаляет их из верхней зоны камеры через вытяжное отверстие 4. При длине камеры 8 м расход воздуха составит 9000 м3/ч.








