 2014-02-05
2014-02-05 462
462Контрольные вопросы к лекции 4
Таблица 3.2.Развитие систем управления технологическими и производственными процессами
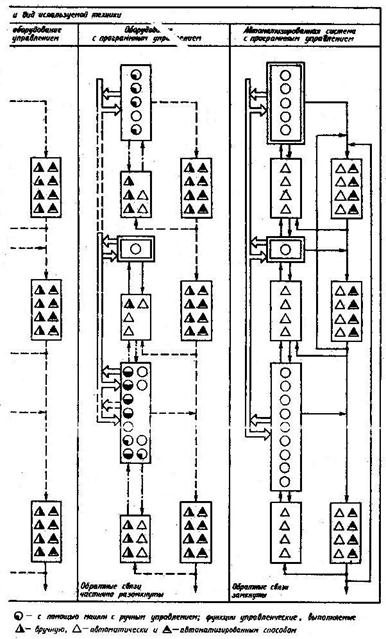
технического ухода, наладки, ремонта между разными исполнителями возникает необходимость согласования их выполнения. Так, форма построения производственного процесса оказывает непосредственное влияние на организацию оперативного управления производственным процессом Взаимное согласование операций производственного процесса, выполняемых на различных рабочих местах и представляющие собой частичные производственные циклы, осуществляется с помощью циклов непосредственного оперативного управления на участке, в цехе. Если считать управленческие функции, выполняемые на рабочем месте, 1 уровнем управления (левые части схем в табл.3.2), то функции по оперативному управлению технологическим процессом будут представлять собой II уровень управления (правые части схем).
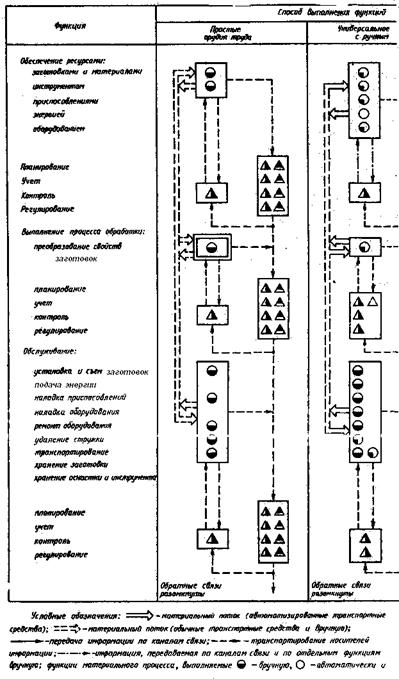
При использовании простых не механизированных операций (схема А) на II уровне выполняются все двенадцать функций (ФI=Фм+Фу=8+3=11, ФП=Фу=12) оперативного управления по обеспечению ресурсами, выполнению процесса обработки и обслуживанию (планирование, учёт, контроль и регулирование). По мере усовершенствования используемых машин и технологических процессов цикл усложняется, так как сама техника предъявляет больше требований к количеству и качеству выполняемых функций. При этом человек не только передаёт свои функции технике, но и принимает на себя всё большие функции контроля и регулирования, т.е управленческих. Так, при использовании универсальных машин с ручным управлением (схема В) общее число выполняемых функций на I уровне по сравнению со схемой А увеличивается на восемь, в том числе на три управленческие, связанные с учётом и регулированием (ФI=Фм+Фу=13+6=19, ФП=Фу=12). Причём учётная функция при выполнении обработки может выполняться автоматически. Следует подчеркнуть, что система продолжает быть «открытой», т.е. постепенно к машине переходят все функции физического труда человека, которому остаётся выполнять все управленческие функции. На рассматриваемых схемах «открытость» систем показана штриховыми линиями информационных связей.
При использовании оборудования с программным управление (схема С) открытая система превратилась в частично замкнутую со своей обратной связью. Материальный поток при выполнении отдельных функций процессов обработки и обслуживания автоматизирован. Контроль и регулирование выполнения некоторых функций по обеспечению и обслуживанию осуществляется также автоматически. Таким образом, все три группы функций 1 уровня управления частично становятся охваченные обратной связью (информационные связи указаны штриховыми линиями). Число основных функций материального процесса сохранилось таким же, как и в схеме В, число управленческих на 1 уровне увеличилось с трёх до девяти, шесть из которых могут выполняться автоматически (ФI=Фм+Фу=13+9=22, ФП=Фу=12). Повышение требований к качеству выполнения функций управления, вызываемое развитием и усложнением материального процесса, на П уровне удовлетворяется с помощью средств программного управления.
Таким образом, в связи с развитием технологии, усложнением технологических процессов и увеличением капитальных затрат на оборудование в серийном производстве повышаются требования к эффективности и точности функционирования, а также согласованности всех элементов производственной системы, т.е. необходима комплексная система управления, органически базирующаяся на технологии.
При использовании автоматизированной системы управления (схема D) число функций на 1 уровне увеличилось на пять (по сравнению со схемой С), в том числе управленческих на два (ФI=Фм+Фу=15+12=27, ФП=Фу=12). Материальные потоки являются полностью автоматизированными. Отдельные блоки и вся машинная система охвачены обратными связями. На П уровне с помощью ЭВМ решается полный комплекс задач оперативного управления всем комплексом оборудования. Здесь оперативный график работы оборудования является по существу, маршрутной технологией выполнения операций обработки, контроля, транспортирования и др. и одновременно оптимальным вариантом управления загрузкой каждой единицы оборудования в конкретной производственной ситуации. Входы и выходы блоков управления 1 и П уровней охвачены прямыми обратными связями, т.е с помощью ЭВМ объединены во взаимосвязанный комплекс. Таким образом, принципиальным качественным отличием выполнения управленческих функций в схеме D по сравнению с предыдущими является их интеграция, которая обеспечивается единым алгоритмов при их реализации на ЭВМ.
К особенностям рассматриваемой схемы целесообразно также отнести наличие Ш уровня управления, обеспечивающего централизованное управление участком или цехом, автоматизированным с помощью оборудования с программным управлением, и являющегося составной частью АСУ, что повышает гибкость производства.
Стремительный рост сложности и многообразия производственных систем в целом и её отдельных подсистем и элементов существенно затрудняет участие человека в подобных системах. В этих условиях резко возрастает роль информации.
В неавтоматизированном производстве уровень проработки технологом информации в технологической документации ограничивается стратегией - указанием целей и средств достижения. Тактику достижения цели вырабатывает рабочий в цепи «технолог – технологическая документация – рабочий – печь с ручным управление – продукция». В автоматизированном производстве из этой цепи исключены рабочий и печь с ручным управление; вместо них работает автоматизированная печь в цепи «технолог - технологическая документация – управляющая программ – печь с АСУ» Уровень проработки технологом информации существенно меняется, так кА в технологической документации должны быть указана не только стратегия, но и тактика достижения цели, которая в закодированном виде переносится в управляющую программу.
Что касается разработки тактической стороны технологии, то глубина и полнота технологического процесса диктуется типом производства. В единичном и мелкосерийном производстве технолог зачастую ограничивается лишь уровнем стратегии (маршрутная технология). В серийном производстве разработка технологии содержит существенно больше элементов тактики (маршрутно – операционная технология). В крупносерийном и особенно в массовом производстве тактика технологического процесса разрабатывается весьма детально (операционная технология).
Следовательно, существует принципиальное отличие структуры подсистемы технологической информации для неавтоматизированного и автоматизированного производства. В первом случае носителями информации являются технологическая документация и рабочий – печник, во втором – исключительно технологическая документация. Налицо существенное углубление уровня тактической проработки технологии технологом, обусловленное возрастанием сложности производственной системы.
Усложнение производственных систем сопровождается ростом их динамичности, гибкости, адаптации, самоорганизации, причём усложнение происходит под прямым воздействием концепции управления, которая всегда связана с решением двух сопряжённых задач экономического развития: обеспечением его стабильности и повышением эффективности на базе различных нововведений.
1.Какие существуют типы АСУ?
2.Чем обусловлена сложность управления в АСУ П?








