2014-02-05
2014-02-05 1241
12412. Электроды для сварки: плавящиеся и неплавящиеся. Покрытие электрода, типы и марки электродов для сварки стали, условное обозначение электродов.
3. Технология сварки: режим сварки, техника выполнения сварных швов.
1. Ручная дуговая сварка применяется при производстве деталей из стали толщиной от 2 мм и выше, при сварке алюминия и его сплавов толщиной от 3 мм и выше, при заварке чугунных деталей. Она является чрезвычайно универсальным методом, позволяющим сваривать детали в труднодоступных местах, на монтаже, в полевых условиях, па стапелях и даже под водой. Производительность ручной сварки можно в известных пределах повысить, работая на форсированных режимах (сварка пучком электродов, сварка электродами больших диаметров, сварка с глубоким проплавлением, сварка трехфазной дугой).
После зажигания и начала устойчивого горения дуги, как уже отмечалось ранее, на изделии образуется сварочная ванна, конец электрода начинает оплавляться, силы поверхностного натяжения приводят к образованию капли жидкого металла. Под действием силы тяжести и дутья дуги капля стремится к сварочной ванне. На электроде образуется шейка. Концентрация токовых линий в ней влечет за собой обильное тепловыделение. Капля опускается в сварочную ванну, происходит короткое замыкание и в месте шейки – электрический взрыв. Дуга зажигается заново. Число капель и коротких замыканий бывает от 5 до 40 в секунду и зависит от рода тока, полярности и силы тока, состава электрода, содержания углерода в металле, состава покрытия.
При сварке электродами с качественным покрытием размер капель резко уменьшается, их число увеличивается и практически сварка идет без коротких замыканий. Дуга должна выдерживаться возможно короче. Это уменьшает разбрызгивание металла, электрод плавится, спокойно, глубина проплавления получается достаточной для качественного соединения металлов. Глубина расплавления металла называется глубиной провара или просто проваром.
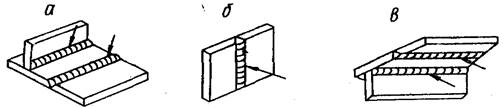
В общем итоге па перенос металла в дуге оказывают влияние следующие факторы: сила тяжести, сила газового дутья и сила поверхностного натяжения. Наиболее благоприятное положение для сварки – нижнее (рис. 67, а), наиболее неблагоприятное – потолочное (рис. 67, в). В последнем случае сила тяжести действует в сторону, противоположную переносу металла в сварочную ванну. Промежуточным положением является вертикальное (рис. 67, б).