 2014-02-05
2014-02-05 8854
8854Назначение, основные части и принцип работы сварочных трансформаторов, агрегатов и выпрямителей. Регулирование сварочного тока.
2. Оборудование сварочного поста для ручной дуговой сварки.
1. Для питания сварочной дуги применяют специальные источники тока. Источник питания должен обеспечивать легкое зажигание дуги и ее устойчивое горение.
Каждый источник питания сварочной дуги рассчитывают на номинальное напряжение и номинальный ток при определенном повторно-кратковременном режиме работы, когда нагрузка чередуется с паузами холостого хода, при котором сварочная цепь разомкнута. Источник питания дуги должен давать ток короткого замыкания, превышающий рабочий ток не более чем в два раза. В целях безопасности максимальное напряжение источника питания сварочной дуги не должно превышать 80 В для переменного и 90 В для постоянного тока.
Сварочные трансформаторы – источники питания сварочной дуги переменного тока, понижающие напряжение сети с 220, 380, 500 В до 60...80 В, необходимое для возбуждения дуги.
Сварочные трансформаторы имеют регулируемое индуктивное сопротивление для получения крутопадающей внешней характеристики, обеспечивающей устойчивое горение сварочной дуги. Для ручной дуговой сварки применяют трансформаторы с увеличенным магнитным рассеянием и подвижной обмоткой марок: ТД–306У2; ТД–500–4У2; ТС–300; ТСК–500 и др., с магнитными подвижными шунтами СТШ–250, СТАН–1 и др.; с нормальным магнитным рассеянием и реактивной обмоткой СТН–350, ТСД–500 и др. На рисунке 74 показан сварочный трансформатор ТСК–500, который наряду с другими трансформаторами применяется в ремонтных мастерских сельского хозяйства. Цифры в марке трансформатора показывают значение номинального сварочного тока в амперах. В трансформаторах ТД, ТС и ТСК сварочный ток регулируется перемещением вверх и вниз катушек 5 вторичной обмотки.
Для перемещения катушек служит винт, снабженный рукояткой 4. При сближении катушек 5 и 6 магнитное рассеивание и вызываемое им индуктивное сопротивление обмоток уменьшаются, а сварочный ток увеличивается. При раздвижении катушек большая часть магнитного поля рассеивается, то есть проходит не полностью по стальному сердечнику 3 магнитопровода, индуктивное сопротивление обмоток увеличивается, что приводит к уменьшению тока в сварочной цепи. На крышке корпуса около рукоятки 4 есть шкала, показывающая приближенное значение тока. Серийное оборудование для ручной дуговой сварки переменным током обеспечивает регулирование величины тока в пределах 60...580 А.
Номинальное рабочее напряжение 26...40 В, напряжение холостого хода, т. е. когда дуга не горит, составляет 60...80 В.
Осцилляторы – аппараты, которые применяют для питания сварочной дуги током высокой частоты (150...450 кГц) и высокого напряжения (2...8 тыс. В). Осцилляторы бывают параллельного и последовательного включения с трансформаторами. Ток высокой частоты и высокого напряжения позволяет возбуждать дугу без касания электродом изделия и поддерживать ее без всяких усилий. Создаваемое осциллятором высокое напряжение не опасно для человека ввиду малой электрической мощности осциллятора, которая не превышает 150 Вт.
Для дуговой сварки постоянным током применяют следующие источники питания: сварочные преобразователи, генераторы, выпрямители.
Сварочные преобразователи служат для преобразования переменного тока в постоянный. Преобразователи марок ПД–305У2, ПСО–300–2У2 (рис. 75) и др. используют при ручной сварке. Преобразователь ПСО-300-2У2 (преобразователь сварочный однопостовый с номинальным сварочным током 300 А, модификации – 2, климатическое исполнение – У2) состоит из сварочного генератора постоянного тока и приводного электродвигателя, расположенных в общем корпусе.
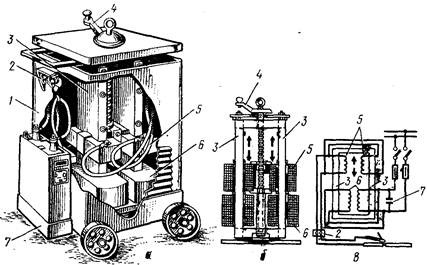
Рис. 74 Сварочный трансформатор ТСК-500:
а – общий вид; б – схема регулирования сварочного тока; в – электрическая схема; 1 – корпус; 2 – клеммы; 3 – сердечник; 4 – рукоятка регулирования; 5 – катушка вторичной обмотки; 6 – катушка первичной обмотки; 7 – компенсирующий конденсатор
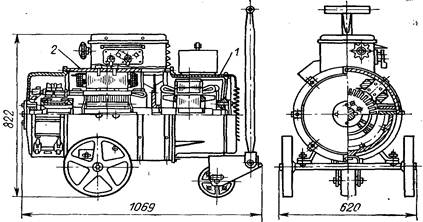
Рис. 75 Сварочный преобразователь ПСО-300-2У2:
1 – приводной электродвигатель; 2 – генератор постоянного тока
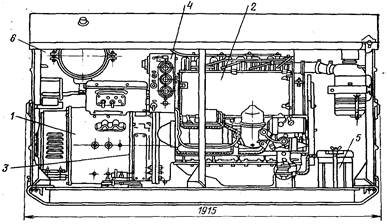
Рис. 76 Общий вид агрегата АДД–305У2:
1 – сварочный генератор; 2 – дизельный двигатель; 3 – соединительная муфта; 4 – пульт управления; 5 – аккумуляторная батарея; 6 – топливный бак
Якорь генератора и ротор электродвигателя расположены на общем валу. Преобразователи для дуговой сварки позволяют регулировать величину сварочного тока в пределах 300...500 А, номинальное рабочее напряжение 32...40 В, а напряжение холостого хода 80...90 В.
Сварочные агрегаты состоят из генератора постоянного тока и двигателя внутреннего сгорания, валы которых соединены эластичной муфтой. Генератор и двигатель установлены на общей раме. Агрегаты предназначены для питания сварочных постов при работе в полевых условиях и устанавливаются обычно на специальном прицепе. Применяют агрегаты с бензиновыми карбюраторными двигателями АСБ–300–7У1, АСБ–300–МУ1 и агрегаты с дизельными двигателями АДД–Э05У1 (рис. 76), АСД–300–М1У1 и др.
Сварочные выпрямители – агрегаты, которые с помощью полупроводниковых элементов преобразуют переменный ток в постоянный. Для ручной дуговой сварки применяют выпрямители типа ВСС–300, ВКС–500, ВД–201УЗ и др. Выпрямитель ВСС–300 – выпрямитель селеновый, сварочный, с номинальным сварочным током 300 А. У выпрямителя ВКС–500 выпрямительный блок состоит из кремниевых пластин. Сварочные выпрямители могут иметь крутоподающую и жесткую внешнюю характеристику. По сравнению со сварочными преобразователями и сварочными агрегатами они более экономичны, удобнее в эксплуатации, имеют более высокий КПД, бесшумны в работе.
2. Сварочный пост для ручной дуговой сварки переменным (рис. 77) или постоянным током состоит из стола сварщика, источника питания сварочной дуги, гибких сварочных проводов, электрододержателя, сварочного щитка или маски со светофильтром.
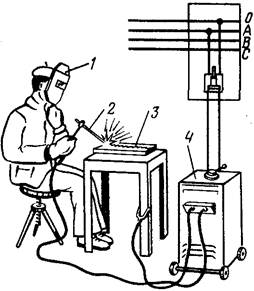
Рис. 77 Пост ручной дуговой сварки:
1 – предохранительный щиток; 2 – электрод; 3 – свариваемое изделие; 4 – сварочный трансформатор
Электрододержатели предназначены для зажима электрода и подвода к нему тока в процессе ручной дуговой сварки. Электрододержатели выпускают следующих типов: для тока 125 А и провода сечением 25 мм2; тока 315 А и провода 50 мм2; тока 500 А и провода 70 мм2.
Сварочные щитки и шлемы применяют для защиты глаз и кожи лица сварщика от лучей сварочной дуги и брызг расплавленного металла. Их делают из фибры или пластмассы. Для наблюдения за дугой в лицевой части щитка или шлема есть прямоугольный вырез, окаймленный рамкой, в которую вставлен светофильтр, не пропускающий ультрафиолетовые и инфракрасные лучи. Для защиты от брызг металла светофильтр должен быть прикрыт снаружи защитным стеклом.
Сварочные провода служат для подвода тока от источника питания сварочной дуги к электрододержателго и изделию. Для меньшей утомляемости сварщика и обеспечения маневренности манипулирования электродом в процессе сварки к электрододержателго крепится отрезок гибкого провода длиной 2...3 м. В зависимости от назначения сварочного тока выбирают следующее сечение проводов:
Значение тока, А 200 300 450 600
Сечение провода, мм2 25 50 70 95
Для зачистки сварочных швов и удаления шлака используют проволочные щетки, зубила и молотки. Инструментами сварщика являются также линейки, угольники, шаблоны и др.
4. Индивидуальные защитные средства сварщика. Для защиты тела от ожогов сварщик пользуется брезентовым костюмом, брезентовыми рукавицами и кожаной или валяной обувью. Брюки должны быть гладкими, без отворотов с напуском поверх ботинок или валенок. Рукавицы должны иметь напуск на рукава и завязываться тесьмой. Прямая одежда и отсутствие открытых частей тела исключают возможность попадания брызг металла на тело и на складки спецодежды. Кроме спецодежды к средствам индивидуальной защиты сварщика относятся: пояс предохранительный с лямками (при работе на высоте), резиновые диэлектрические шлем, перчатки, сапоги (или галоши), коврики. При сварке внутри резервуаров, баков, цистерн необходимо пользоваться резиновыми сапогами и резиновым шлемом. При сварке металлических конструкций, если сварщик работает лежа, сидя или стоя на элементах свариваемой конструкции, кроме резиновых сапог (или галош) и шлема необходимы резиновые коврики, а также наколенники и подлокотники, подшитые войлоком.
Тема 3.2.4 Дуговая сварка в защитном газе, её виды сущность и применяемое оборудование
Вопросы:








