 2014-02-02
2014-02-02 12467
12467Выбор баз при конструировании и изготовлении деталей сборочных единиц существенно влияет на точность механизма или машины, для которой они предназначены.
Поверхности заготовки или сборочной единицы, ориентирующие ее при установке для обработки (сборки) на станке, называют базами, апридаваемое заготовке (сборочной единице) положение, определяемое базами, называют базированием. Согласно ГОСТ 21495—76 под базированием следует понимать придание заготовке или сборочной единице требуемого положения относительно выбранной системы координат.
Теория базирования является общей и распространяется на все твердые тела, в том числе на изделия машиностроения, как в сборе, так и на всех стадиях производственного процесса (механической обработки, транспортирования, измерения, сборки и т.д.). Известно, что всякое твердое тело имеет в пространстве шесть степеней свободы относительно выбранной системы координат: поступательные движения по координатным осям и вращательные движения вокруг каждой из них.
Для обеспечения неподвижности заготовки в избранной системе координат на нее необходимо наложить шесть двусторонних геометрических связей. Если заготовка должна иметь определенное число степеней свободы, то соответствующее число связей снимается. Например, при обточке вала на станке необходимо его закрепить, обеспечив в то же время его вращение. Следовательно, при базировании вал будет лишен только пяти степеней свободы, а шестая степень свободы — вращение вокруг собственной оси (что соответствует вращению вокруг одной из координатных осей) — у него остается.
Согласно ГОСТу базой называется поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке и используемая для базирования. Для придания заготовке соответствующего положения в выбранной системе координат х1, у1, z1 следует использовать комплект баз, /, //, ///, образующих систему координат заготовки х, у, z (рис. 2.8). Для лишения шести степеней свободы заготовки требуется шесть неподвижных опорных точек, расположенных в трех перпендикулярных плоскостях.

Рис.2.8. Комплект баз призматической детали
Следует учитывать, что точность базирования заготовки зависит от выбранной схемы базирования, т. е. схемы расположения опорных точек на базах заготовки. Опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек. На рис. 2.9. показана схема базирования призматической детали.
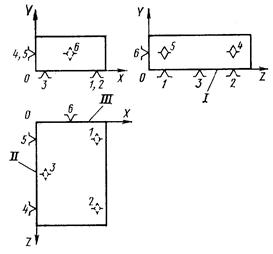
Рис. 2.9. Схема базирования призматической детали.
Базирование необходимо на всех стадиях создания изделия (конструирование, изготовление, измерение), а также для изделия в сборе. Исходя из этого, базы разделяют по назначению на конструкторские, технологические и измерительные.
Конструкторская база используется для определения положения детали или сборочной единицы в изделии. Различают основную и вспомогательную базы. Основной конструкторской базой называют базу, принадлежащую данной детали или сборочной единице и используемую для определения их положения в изделии. Вспомогательная конструкторская база, принадлежащая данной детали или сборочной единице, используется для определения (фиксирования) положения присоединяемого к ней изделия. Например, поверхности коренных шеек коленчатого вала являются основной базой, так как с их помощью фиксируется положение коленчатого вала в двигателе, а поверхности шатунных шеек являются вспомогательной базой, поскольку с их помощью определяется положение шатунов, присоединяемых к коленчатому валу.
Измерительной базой называется поверхность, используемая для определения относительного положения заготовки и средств измерения. От измерительной базы ведется отсчет размера обработки. Технологическая база используется для определения положения заготовки в процессе изготовления или ремонта. В зависимости от лишаемых степеней свободы технологические базы делятся на установочную, направляющую, двойную направляющую, опорную, двойную опорною.
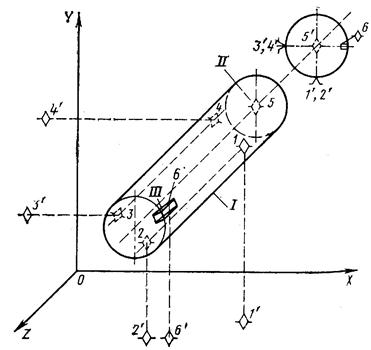
Рис. 2.10. Схема базирования цилиндрической детали: 1-6 – опорные точки; 1-6 – проекции опорных точек на координатные плоскости;
I-III – базы детали
Под установочной подразумевается база I, лишающая заготовку трех степеней свободы (см. рис. 2.9): перемещения вдоль одной координатной оси Y и поворотов вокруг двух других осей X, Z. Направляющая база II лишает заготовку двух степеней свободы: перемещения вдоль одной координатной оси X и поворота вокруг другой оси Y. Опорная база III лишает заготовку одной степени свободы — перемещения вдоль одной координатной оси Z или вращения вокруг нее (рис. 2.10). Двойная направляющая база лишает заготовку четырех степеней свободы (рис. 2.10): перемещений вдоль двух координатных осей X и Y и поворотов вокруг этих осей. Двойная опорная база лишает заготовку двух степеней свободы (рис. 2.11) — перемещений вдоль двух координатных осей X, Y.
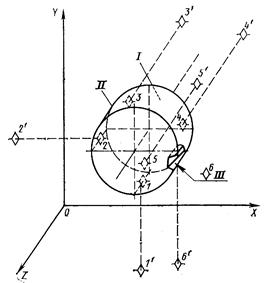
Рис. 2.11. Схема базирования диска: 1-6 – опорные точки; I-III – базы детали
Если для базирования заготовки используется специально созданная поверхность, которая не участвует в выполнении служебного назначения заготовки, то такая поверхность называется искусственной базой, например, центровые отверстия вала.
При базировании встречаются явные и скрытые базы. Явные базы представляют собой реальные поверхности, разметочные риски или точки пересечения рисок у заготовки. Скрытые базы представляют собой воображаемую плоскость, ось или точку у заготовки, например геометрическую ось или I ось вращения вала, зубчатого колеса и др.
Закон базирования является общим для всех стадий создания изделия. Поэтому независимо от назначения базы могут различаться лишь по степеням свободы, отнимаемым от базируемых заготовки, детали или сборочной единицы, и по характеру проявления.
Таблица 2.
| Классификация баз | База. Эскиз | Определения |
| По назначению | 1. Конструкторская: а) основная  I, II, III — комплект основных баз шестерни б) вспомогательная I, II, III — комплект основных баз шестерни б) вспомогательная 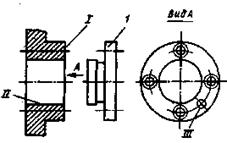 I, II, III — один из комплектов вспомогательных баз корпуса; 1 — присоединяемая деталь I, II, III — один из комплектов вспомогательных баз корпуса; 1 — присоединяемая деталь | База, используемая для определения положения детали или сборочной единицы в изделии |
| Конструкторская база данной детали или сборочной единицы, используемая для определения ее положения в изделии | ||
| Конструкторская база данной детали или сборочной единицы, используемая для определения положения присоединяемого к ним изделия | ||
2. Технологическая 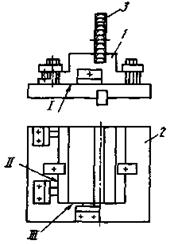 I, II, III — комплект технологических баз, определяющих положение заготовки в приспособлении; 1 — заготовка; 2 — приспособление; 3 — инструмент I, II, III — комплект технологических баз, определяющих положение заготовки в приспособлении; 1 — заготовка; 2 — приспособление; 3 — инструмент | База, используемая для определения положения заготовки или изделия при изготовлении или ремонте |
Продолжение табл.
| Классификация баз | База. Эскиз | Определения | |||
| По назначению | 3. Измерительная 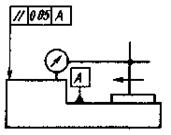 А — измерительная база детали А — измерительная база детали | База, используемая для определения относительного положения заготовки или изделия и средств измерения | |||
| По лишаемым степеням свободы | 4. Установочная 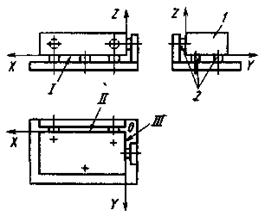 1— установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей X и У; II— направляющая база заготовки, лишающая ее перемещения вдоль оси У и поворота вокруг оси Z; III— опорная база заготовки, лишающая ее перемещения вдоль оси X, 1 — заготовка, 2 — опоры приспособления 1— установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей X и У; II— направляющая база заготовки, лишающая ее перемещения вдоль оси У и поворота вокруг оси Z; III— опорная база заготовки, лишающая ее перемещения вдоль оси X, 1 — заготовка, 2 — опоры приспособления | База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей | |||
| 5. Направляющая. Эскиз, см. п. 4 | База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси | ||||
| 6. Опорная. Эскиз, см. п. 4 | База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси | ||||
| Классификация баз | База. Эскиз | Определения | |||
| По лишаемым степеням свободы | 7. Двойная направляющая 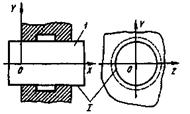 / — двойная направляющая база детали, лишающая ее перемещения вдоль осей Y и 2. и поворотов вокруг осей У и Z; 1 — деталь / — двойная направляющая база детали, лишающая ее перемещения вдоль осей Y и 2. и поворотов вокруг осей У и Z; 1 — деталь | База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей | |||
8. Двойная опорная 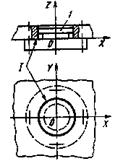 / — двойная опорная база детали, лишающая ее перемещения вдоль осей X и У; / — деталь / — двойная опорная база детали, лишающая ее перемещения вдоль осей X и У; / — деталь | База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей | ||||
| По характеру проявления | 9. Скрытая 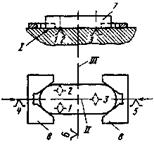 / — установочная явная база заготовки; // — направляющая скрытая база заготовки; /// — опорная база заготовки / — 6 — опорные точки; 7 — заготовка; 8 — губки самоцентрирующих тисков / — установочная явная база заготовки; // — направляющая скрытая база заготовки; /// — опорная база заготовки / — 6 — опорные точки; 7 — заготовка; 8 — губки самоцентрирующих тисков | База в виде воображаемой плоскости, оси или точки | |||
| 10. Явная. Эскиз см. п. 9 | База в виде реальной поверхности, разметочной риски или точки пересечения рисок | ||||
Для обеспечения точности изделия размеры детали проставляются от конструкторских баз. Точность детали зависит от расположения поверхностей, принятых за технологические базы. Следовательно, фактическая точность размеров будет наивысшей при простановке размеров от поверхностей, выбранных в качестве технологических баз. Таким образом, при разработке конструкции детали необходимо предусматривать возможность использования конструкторской базы в качестве технологической. Лучших результатов по достижению точности обработки достигают совмещением технологической, измерительной и конструкторской баз. Такое решение может быть осуществлено на основе изучения конструкции, служебного назначения и технологии изготовления детали.
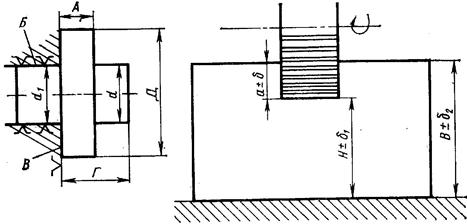
На рис. 2.12, а приведен пример совмещения технологической и измерительной баз при обработке заготовки на токарном станке. В рассматриваемом примере требуется произвести обработку поверхности d с подрезкой торцов по размерам А и Г, заданных от поверхности В. Обрабатываемая заготовка закрепляется в цанговом патроне по поверхности d1 с упором на торец В. Принятая схема базирования заготовки обеспечивает совмещение технологической (опорной) базы с измерительной базой В, что повышает точность обработки.
а б
Рис. 2.12. Влияние совмещения баз на точность обработки:
а – совпадение технологической и измерительной баз;
б – несовпадение баз
При несовпадении технологической и измерительной баз точность обработки снижается. Так, у призматической заготовки с размером по высоте В (рис. 2.12, б) требуется обработать паз на заданную глубину а при отсчете размера а±d от поверхности А, являющейся измерительной базой. Если при обработке этого паза заготовка будет установлена на столе фрезерного станка поверхностью Б, а настройка фрезы, будет выполнена по размеру Н, то можно составить уравнение размерной цепи а = В—Н, где а является замыкающим звеном. В этом случае допуск замыкающего звена будет равен алгебраической сумме допусков составляющих звеньев d == d 1 + d2. Это указывает на снижение точности обработки, так как на допуск размера а кроме погрешности настройки также оказывает влияние колебание размера В, связывающего технологическую и измерительную базы.
При проектировании технологических процессов правильное назначение технологических баз способствует повышению точности обработки или сборки. Поверхность заготовки или сборочной единицы, принятая за технологическую базу, должна быть обработана с надлежащей точностью и шероховатостью. При обработке такой поверхности заготовку базируют по ее черновым базам, т. е. по необработанным поверхностям, которые могут быть обработаны на последующих операциях или остаются необработанными.
При обработке заготовок сложной конструкции (например, блока цилиндров двигателя) черновые базы подвергаются предварительной механической зачистке; они должны быть гладкими и не иметь литейных и штамповочных дефектов. Выбирают черновую базу с учетом обеспечения равномерного снятия припуска у заготовки при ее обработке резанием на последующих операциях. Черновая база имеет разовое использование в технологическом процессе. За черновые базы лучше принимать поверхности, расположенные параллельно, перпендикулярно или концентрично технологической базе; это упрощает процесс базирования и повышает точность обработки технологической базы.
За технологическую установочную базу принимается по возможности большая (по длине и ширине) поверхность заготовки или сборочной единицы; это позволяет дальше разнести три опорные точки, что повышает устойчивость заготовки или сборочной единицы при их базировании.
За направляющую и двойную направляющую технологические базы принимается по возможности большая по длине и меньшая по ширине поверхность заготовки или сборочной единицы; это позволяет максимально разнести точки, определяющие направление (расположенные по одной прямой), и повысить этим точность базирования. Если у заготовки не окажется поверхности, достаточной по размерам для обеспечения надежного базирования, то допускается искусственное увеличение базовых поверхностей в виде приливов, надставок и т. п., которые после окончания обработки отрезаются от заготовки. В условиях единичного и мелкосерийного производства за технологическую базу может быть принята разметочная риска, по которой определяется положение заготовки на станке.
При проектировании технологических процессов обработки точных деталей сложной конструкции с большим количеством обрабатываемых поверхностей следует стремиться к соблюдению единства технологических баз. Это условие заключается в использовании одних и тех же технологических баз при выполнении всех основных операций по обработке точных поверхностей.
Как было показано выше, выбор технологических баз влияет на точность обработки. Из рассмотрения схемы базирования на рис. 2.12, б можно установить, что обеспечение заданной точности обработки размера а потребует повышения точности настройки инструмента на размер Н, а это повысит стоимость изготовления детали.
Погрешность базирования представляет собой отклонение фактически достигнутого положения заготовки при базировании от требуемого. Если технологическая база совпадает с измерительной, погрешность базирования равна нулю, поскольку отсчет размеров производится от измерительной базы.
На рис. 2.13 приведены примеры возникновения погрешности базирования при различных вариантах установки заготовки по наружной цилиндрической поверхности. Разработав схему базирования обрабатываемой заготовки или сборочной единицы, можно произвести расчет погрешности базирования. Рассмотрим пример установки цилиндрической заготовки на призме для обработки фрезерованием наружной поверхности этой заготовки (рис. 2.13, а). Здесь погрешность базирования возникает за счет того, что различные заготовки одной партии имеют отклонения по размеру диаметра D в пределах установленного допуска. Максимальный размер заготовки обозначим через D1 а минимальный — через D2; положение центра сечения заготовки соответственно обозначим через О' и О", а диаметр фрезы — через D3.
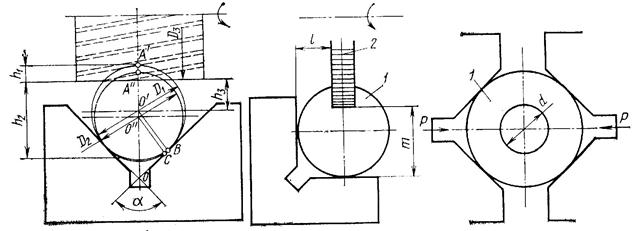
а б в
Рис. 2.13. Погрешность базирования при установке заготовки:
а - на призме; б – на призме при обработке паза; в – в самоцентрирующих призмах
При выполнении размера h1 погрешность базирования выражается разностью положений точек А' и А", принадлежащих заготовке, с предельными отклонениями по диаметру D, т. е.
eh1= ОА' - ОА"
Из геометрических соотношений, обозначив угол призмы - a, получим;
 ,
,
где dD – допуск на диаметр заготовки.
Аналогично определяется погрешность базирования для размеров h2 и h3.
При базировании цилиндрической заготовки 1 на угольнике для обработки шпоночного паза фрезой 2 (рис. 2.13, б) погрешности базирования по размерам l и т будут равны нулю. В случае базирования цилиндрической заготовки 1 в самоцентрирующих призмах или в цанговом патроне (рис. 2.13, в)погрешность базирования при выполнении размера d равна нулю.
Погрешность базирования будет равна нулю для всех размеров, определяющих взаимное положение поверхностей, обработанных при одной установке заготовки. Она также равна нулю для размеров тех поверхностей, которые в процессе их обработки одновременно служат направляющими технологическими базами для инструмента (заготовки). Например, при развертывании, протягивании, притирке отверстий поверхность, подвергающаяся обработке, является направляющей для инструмента. То же имеет место при бесцентровом шлифовании, обкатке и других подобных видах обработки.
Погрешность установки eу наряду с другими погрешностями влияет на точность обрабатываемого размера. В погрешность установки входят следующие составляющие: погрешность базирования eб, погрешность закрепления eз и погрешность положения заготовки, вызываемая неточностью приспособления, eпр. При анализе погрешности базирования следует учитывать влияние на нее погрешности формы технологической базы.
Погрешность закрепления представляет собой разность предельных расстояний от измерительной базы до установленного на размер инструмента в результате смещения обрабатываемых заготовок под действием сил закрепления. Сила закрепления должна быть направлена против опорных элементов приспособления и прижимать заготовку к ним.
Погрешность положения заготовки возникает в силу неточности изготовления самого приспособления, износа его опорных элементов и неточности установки на станке.
Учитывая изложенные положения, погрешность установки можно выразить зависимостью
 .
.
Таким образом, использование постоянных баз для различных операций обработки снижает погрешности базирования, так как каждая смена установочной базы вносит новые погрешности, зависящие от неточностей взаимного расположения баз.

