 2014-02-02
2014-02-02 1504
1504Статический метод определения жесткости
Сущность статического метода определения жесткости станков и их узлов заключается в том, что на неработающем станке узлы станка с помощью динамометра и специальных приспособлений нагружают силой, воспроизводящей действие силы резания, и одновременно измеряют перемещение отдельных узлов станка.
При определении жесткости станков на заводах узлы станка нагружают максимальной эксплуатационной нагрузкой и фиксируют произошедшие при этом перемещения узлов станка.
Жесткость и податливость узла станка в этом случае, соответственно, определяются по формулам:
 ;
;  , (2.42)
, (2.42)
где Рмах – максимальная эксплуатационная величина нагрузки,
действующей в направлении, нормальном к
обработанной поверхности, Н;
умах - максимальное значение смещения (отжатия) узла станка
в том же направлении, мм (мкм).
Величина направления, точка приложения нагружающей силы и допустимые смещения (отжатия) узлов при этом регламентируются стандартами для каждого типа станка. Например: автоматы токарно-револьверные одношпиндельные прутковые - ГОСТ 19100-72; станки токарные и токарно-винторезные - ГОСТ 18097-72; станки токарно-револьверные - ГОСТ 17-70; станки долбежные - ГОСТ 26-27; станки круглошлифовальные - ГОСТ 11654-72; станки фрезерные консольные -ГОСТ 17734-72 и т.д.
По жесткости и податливости отдельных узлов станка можно определить жесткость и податливость всего станка. Для этого необходимо смещение (отжатие) отдельных узлов станка привести к зоне обработки и просуммировать. В том случае, когда жесткость узлов станка не зависит от координаты зоны обработки, это производится простым суммированием смещений (отжатий) отдельных узлов
 , (2.43)
, (2.43)
где уст – смещение (отжатие) станка в целом;
у1; у2; уп – смещение (отжатие) отдельных узлов станка,
тогда жесткость и податливость станка определяется по формулам
 ,
,  . (2.44)
. (2.44)
Когда жесткость узлов станка и системы станков в целом зависит от координаты зоны резания, расчет ведется иначе. Рассмотрим этот случай на примере определения жесткости токарного станка при обработке детали, установленной в центрах.
Суммарное смещение резца относительно обрабатываемой поверхности складывается из смещений передней бабки, задней бабки и суппорта. Из рисунка 2.14 видно, что изменение координаты зоны резания х приводит к изменению величины смещения узлов станка, а следовательно, и величины суммарной податливости и жесткости станка.
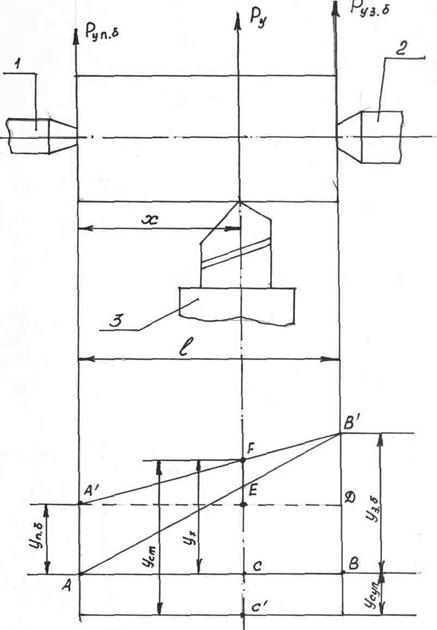
Рисунок 2.14 – Схема нагрузки и упругих смещений узлов
токарного станка при обработке вала:
1 – передняя бабка; 2 – задняя бабка; 3 - суппорт
Суммарное смещение (отжатие) узлов станка, приведенное к зоне резания, т.е. смещение станка в целом, составит
 (2.45)
(2.45)
Из подобия треугольников ДА'В' и ЕА'F (рисунок 2.14) следует:
 ; (2.46)
; (2.46)
 ; (2.47)
; (2.47)
 ;
;  . (2.48)
. (2.48)
 ;
;  . (2.49)
. (2.49)
 ,
,  . (2.50)
. (2.50)
Подставляя значения уп.б. и уз.б. в значение CF и произведя некоторые преобразования, упущенные здесь, имеем:
 ; (2.51)
; (2.51)
зная, что  , тогда смещение станка
, тогда смещение станка
 . (2.52)
. (2.52)
Подставляя значение уст в формулу жесткости станка  , получим выражение жесткости токарного станка в зависимости от координаты резания при обработке вала в центрах.
, получим выражение жесткости токарного станка в зависимости от координаты резания при обработке вала в центрах.
 . (2.53)
. (2.53)
Податливость – обратная величина жесткости, тогда податливость токарного станка при обработке в центрах будет иметь следующее выражение:
 . (2.54)
. (2.54)
Смещение (отжатие), жесткость и податливость системы токарного станка при обработке в центрах будут иметь следующие выражения.
Величина упругих смещений системы ус при обработке детали в центрах на токарном станке будет определяться в зависимости от смещений узлов станка уст, режущего инструмента уи и обрабатываемой детали, т.е. ус=уст+уи+уд, но, принимая во внимание, что жесткость инструмента (резца) в радиальном направлении несоизмерима велика по сравнению с жесткостью станка к обрабатываемой детали, то его деформацию можно не учитывать, тогда смещение системы
 . (2.55)
. (2.55)
Подставляя значение смещения станка (2.52) и, смещение обрабатываемой детали (2.53), получим
 ; (2.56)
; (2.56)
жесткость системы составит
 . (2.57)
. (2.57)
Подставляя в (2.57) значение жесткости станка (2.53) и, жесткость обрабатываемой детали (2.38), будем иметь
 ; (2.58)
; (2.58)
податливость системы
 . (2.59)
. (2.59)
Подставляя в (2.59) значения податливости станка (2.54) и податливости обрабатываемой детали (2.39), получаем
 (2.60)
(2.60)








