 2014-02-03
2014-02-03 321
321Таблица 2.2
Раздел 2. Лекция.2. Технологические параметры контроля и управления процессами нагрева и плавления, газоочистки
Коганов В.Ю., Блинов О.М., Беленький А.М. Автоматизация управления металлургическими процессами. М.: Металлургия,!974. С.50-71.
Глинков Г.М., Косырев А.И., Шевцов Е.К. Контроль и автоматизация металлургических процессов. М.: Металлургия, 1989. С.42-64.
Майзель М.М. Автоматика, телемеханика и системы управления производственными процессами. М.: М.: Высшая шкала, 1972. С.84-116.
Автоматизация металлургических печей/ Каганов В.Ю., Блинов О.М., Глинков Г.М., Морозов А.М. М.: Металлургия, 1975. С.108-119.
Литература по лекции 1.
Каким образом можно перестроить импульсную характеристику в кривую разгона?
Каким образом определяется постоянная времени объекта, её физический смысл?
В каких формах может быть представлен оператор связывающих выходные и входные параметры ТОУ?
Какие математические модели ТОУ Вы знаете?
Что представляет из себя АФХ ТОУ и для чего она служит?
Что представляет из себя кривая разгона ТОУ? Для чего она служит?
Каким образом определяют характеристики объекта?
Что такое ёмкость объекта? Приведите примеры таких объектов.
Привидите примеры идеализированных процессов содержащих однотипные дифференциальные уравнения с двумя обобщёнными координатами.
Опишите статическое ТОУ 2-го порядка. 6.Привидите основные характеристики ТОУ.
Опишите астатическое ТОУ 1-го порядка. 4.Опишите статическое ТОУ 1-го порядка.
1.Ульянов В,А., Леушин И.О., Гущин В,Н. Технологические измерения, автоматика и управление в технических системах. Ч.1. Н.Новгород: НГТУ, 2000. –С.289-333.
Тепловая энергия – рабочий вид энергии в печах и нагревательных и плавильных устройствах – обеспечивает протекание соответствующих технологических процессов: плавление, рафинирование, нагрев и термообработку различных материалов.
Печные агрегаты, нагревательные и плавильные устройства могут быть классифицированы по следующим признакам:
по роду используемой энергии:
v топливные;
v электрические;
v химические;
v смешанного типа;
по режиму работы (по основной форме теплопередачи);
Ø радиационного режима;
Ø конвективного режима;
Ø слоевого режима;
Ø теплопроводного режима;
Ø электромагнитного в купе с перечисленными выше режимами;
по технологическому назначению:
· плавильные;
· нагревательные.
Несмотря на большое разнообразие конструкций печей и видов теплового воздействия на различные материалы, общность их назначений (получение тепла, передача его материалу, отвод из рабочей зоны образующихся газов для утилизации остаточного тепла и очистки от вредных соединений в процессе теплового воздействия на него) приводит к тому, что ряд узлов САУ различных печей и устройств служит для выполнения одинаковых функций. Общность функций вызывает единообразие информационного, структурного, а часто и аппаратного построения систем управления. Наиболее распространёнными в такого рода системах являются подсистемы контроля и регулирования:
o температуры (подвергающихся тепловому воздействию материалов, рабочих пространств, ограждений последних, отходящих газов до рекуперирующих и газоочистных устройств и после них, воды на охлаждение отдельных технологических узлов);
o расхода и давления подводимых в рабочее пространство газов (топлива) и воздуха, подаваемой на охлаждение и газоочистку воды;
o расхода (тока, напряжения, мощности и т.д.) электроэнергии к теплогенерирующим устройствам;
o давления газов в печи и отводных каналах;
o химического состава печной атмосферы и отходящих газов (до и после газоочистных аппаратов);
o автоматической блокировки и сигнализации падения напряжения, давления топлива, воздуха, кислорода, воды;
o химического состава шихтовых материалов, расплавов;
o запылённость технологических и аспирационных газов до и после очистных сооружений и ряда других специфических параметров.
Основой построения абсолютного большинства этих систем управления (регулирования) являются система автоматической стабилизации, т.е. поддержания контролируемых и регулируемых параметров (температуры, расхода, соотношения, расхода, давления, запылённости, химического состава) на заданном уровне. Кроме того для управления рядом технологических параметров применяются системы программного и адаптивного поискового (оптимизирующего) типа.
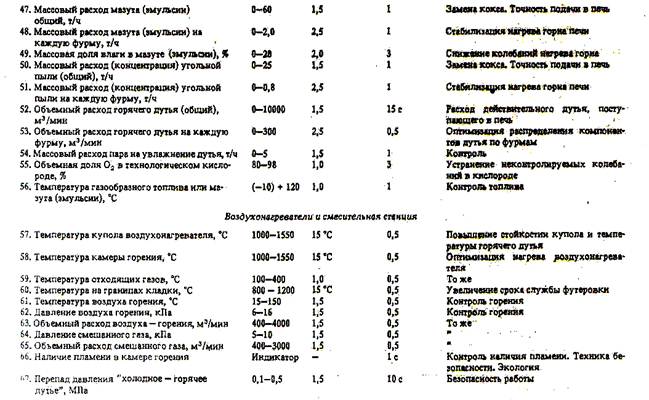
Рис.2.12.Схема рационального метрологического обеспечения ваграночного производства (технологические параметры 1-169 в табл.2.2)
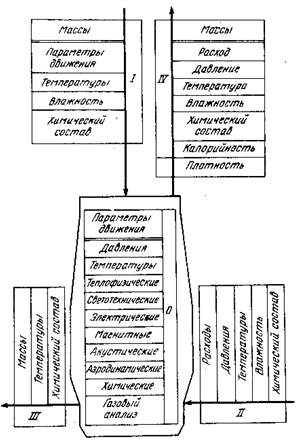 На рис.2.12 и в табл.2.2 приведена схема рационального метрологического обеспечения ваграночного производства и технологические требования к уровню измерений при выплавке чугуна в литейных цехах.
На рис.2.12 и в табл.2.2 приведена схема рационального метрологического обеспечения ваграночного производства и технологические требования к уровню измерений при выплавке чугуна в литейных цехах.
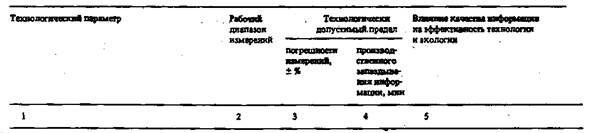 Технологические требования к уровню измерений при выплавке чугуна
Технологические требования к уровню измерений при выплавке чугуна
Входные параметры ваграночного производства 
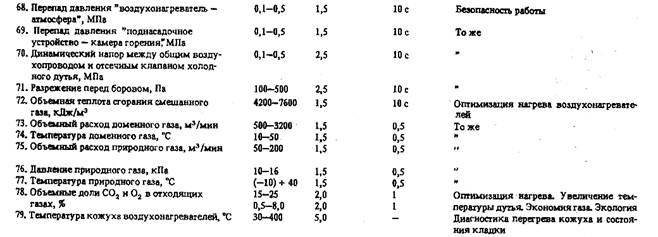
 Продолжение табл.2.2
Продолжение табл.2.2
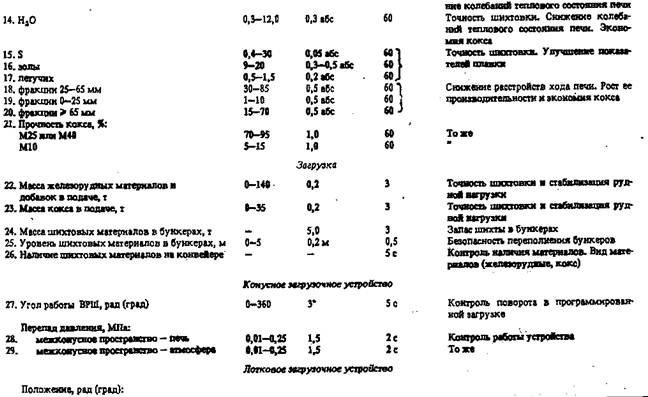 Входные параметры погрузочного процесса
Входные параметры погрузочного процесса

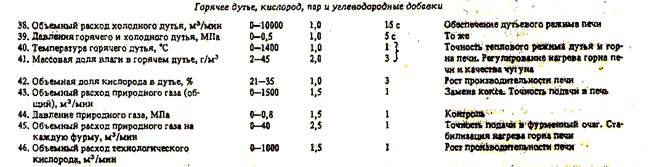

 Продолжение табл. 2.2
Продолжение табл. 2.2








