 2021-08-14
2021-08-14 2749
2749Рычажные зажимные механизмы выполняют в виде прихватов (прижимных планок) или в качестве рычагов усилителей силовых приводов. Рычажные зажимы не обладают свойством самоторможения и как отдельные зажимные механизмы не могут быть использованы. Поэтому их применяют только в сочетании с другими самотормозящимися зажимными механизмами (винтовыми, эксцентриковыми), при этом они позволяют, при относительной простоте, получить выигрыш в силе (или в перемещениях), обеспечить постоянство усилия зажима, осуществлять закрепление в труднодоступных местах.
Для облегчения установки заготовок рычажные механизмы выполняют: с откидной планкой, предназначен для закрепления заготовок преимущественно тел вращения; качающимся, применяют для закрепления заготовок небольшой высоты; Г- образным, применяют в случаях, когда для установки заготовок имеется минимальная площадь; отводимым, применяют для ручного закрепления заготовок. На рисунке 1 представлены прижимы рычажные.
 а а |  б б |  в в |  г г |
Рисунок 1. Прижимы рычажные: а — прижим с откидной планкой, б — прижим качающийся, в — прижим Г- образный, г — прижим отводимый.
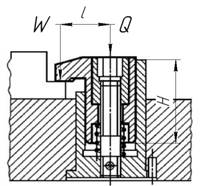 |
| Рисунок 2. Схема для расчета усилия зажима, развиваемого Г – образным прихватом |
Для расчета усилия зажима, развиваемого Г – образным прихватом, изображенным на рисунке 2, применяют формулу:
 , Н,
, Н,
где Q – усилие, приложенное к прихвату, Н;
q – усилие возврата пружины, Н;
f – коэффициент трения в направляющих прихвата, принимается f=0,05…0,1;
l – плечо приложения усилия прихвата, мм;
Н – длина опорной поверхности направляющих прихвата, мм.
В результате чем меньше плечо приложения усилия прихвата, тем более устойчивый будет прихват.
Для рычажных механизмов применяются три схемы нагружения, представленные на рисунке 3:
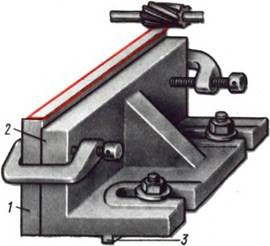
1. рассмотрим нормализованный винтовой прихват 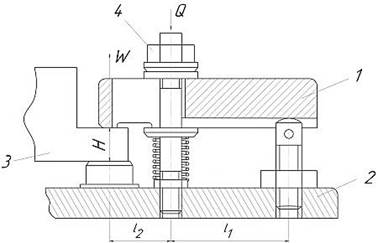
с передвижной прижимной планкой 1 и регулируемой опорой 2. Прихват применяют для крепления обрабатываемых заготовок 3 с различными размерами Н. При навинчивании на резьбовую шпильку гайки 4 планка 1 зажимает деталь 3, при свинчивании гайки 4 – происходит отжим. При данной схеме зажима прихват может быть выполнен поворотным.
Данная схема наименее эффективна, так как при такой схеме сила закрепления детали W всегда меньше приложенной силы Q и определяется по формуле:
 , Н
, Н
где W - сила закрепления детали, Н;
Q - приложенная сила, Н;
η – коэффициент полезного действия, учитывает трения в механизме, η ≈ 0,95;
 - плечи рычага, мм.
- плечи рычага, мм.
2. нормализованный винтовой прихват 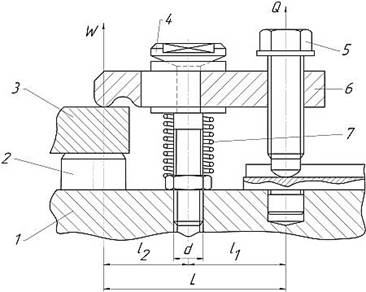 .
.
Принцип работы: при завинчивании винта 5 правый конец прихвата 6 поднимается, а левый опускается и зажимает заготовку 3, установленную на опорах 2, запрессованных в корпус 1 приспособления. При отвинчивании винта 5 пружина 7 поднимает прихват, удерживаемый головкой 4, что позволяет снять заготовку. Данная схема зажима заготовки более эффективна, так как по этой схеме сила закрепления Q не только может быть равна приложенной силе W, но и быть больше этой силы, в зависимости от отношения плеч l2 к l1 и рассчитывается по формуле:
 , Н.
, Н.
Примерами данной схемы нагружения нормализованный эксцентриковый прихват для зажима деталей.
Нормализованный эксцентриковый прихват:1 — гайка; 2 — опорные штыри; 3— обрабатываемая деталь; 4 — прижимной прихват; 5 —винт; 6 —эксцентрик; 7 — опора эксцентрика
При повороте рукояти эксцентрика 6 против часовой стрелки, левый конец прижимного прихвата 4 перемещается вниз к заготовке 3, установленной на опорные штыри 2, производя зажим. При повороте рукоятки по часовой стрелке, прижимной прихват отходит от заготовки под действием пружины, производя отжим заготовки.
3. Наиболее эффективная схема зажима изображенная на рисунке. винтовой откидной прихват.
Принцип работы: зажим обрабатываемой детали 1 производится при навинчивании звездочки 5 на откидной болт 6. Звездочка 5 нажимает на откидную планку 3, в которой закреплен на оси сухарь 4, который непосредственно зажимает обрабатываемую деталь 1. При свинчивании с болта звездочки, она перестает давить на откидную планку с сухарем и деталь разжимается. Затем болт 6 откидывают на оси 7, а планку 3 поднимают, поворачивая на оси 2, что обеспечивает легкий доступ к детали.
При такой схеме сила закрепления детали W всегда больше приложенной силы Q и определяется по формуле:
 , Н
, Н
где W - сила закрепления детали, Н;
Q - приложенная сила, Н;
η – коэффициент полезного действия, учитывает трения в механизме, η = 0,95;
 - плечи рычага, мм.
- плечи рычага, мм.
Также примерами данной схемы являются:
Примеры закрепления обрабатываемой заготовки:
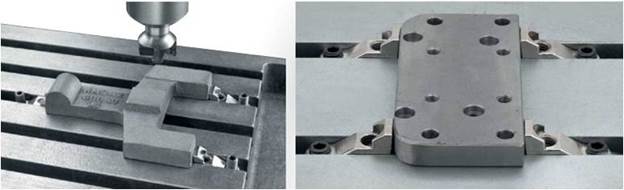
На рис. 3, а показано закрепление обрабатываемой заготовки 5 на столе станка плиточным прихватом 2, который одним концом опирается на заготовку 5, а другим — на подкладку 7. Головка болта 4 заводится в Т-образный паз стола через отверстие прихвата. Завертывая ключом гайку 3, тем самым прижимают прихват к заготовке, крепят ее. В качестве подкладки под прихваты используют ступенчатые подставки (рис. 3, б), различные бруски требуемой высоты или специальные опоры для плиточных прихватов (рис. 3, в). Весьма удобным в работе является регулируемый по высоте изогнутый универсальный прихват 6 (рис. 3, г). Таким прихватом можно прижимать разные по высоте заготовки.
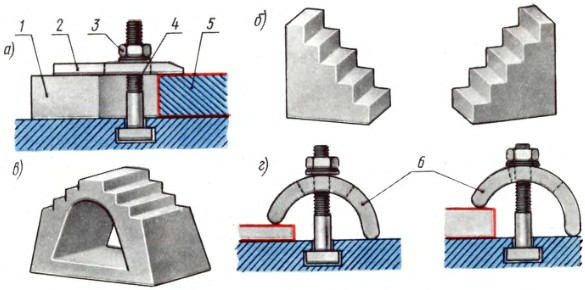
Рисунок 3. Применение прихватов
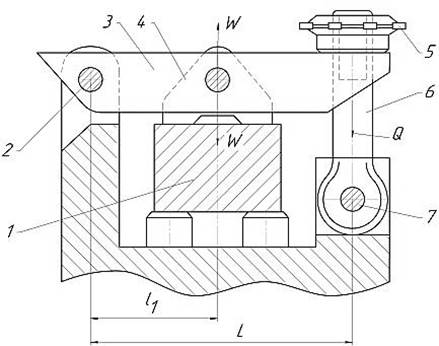
Разные по высоте заготовки можно закреплять с помощью универсального прижима (рис. 4). Он позволяет производить закрепление различных по высоте заготовок 7. Заготовка крепится прихватом 3 Г-образной формы с выемкой, в которую устанавливается сухарь 5. Закрепление заготовки осуществляется с помощью болта 2 и гайки 4.
Рис. 4. Универсальный прижим
При чистовом фрезеровании затяжка болтов не должна вызывать деформаций обрабатываемой заготовки.
Рассмотрим установку прихватов на столе станка:

Основным недостатком данного способа закрепления является легкое смешение заготовки по поверхности стола, т.к. заготовку держат только силы трения, следовательно, если взять что коэффициент трения между заготовкой и прижимом и столом 0,15, то заготовку будет держать максимум 30% от усилия зажима винта.
Таки образом: если возможно поворотное смещение заготовки, а при всем фрезеровании концевыми фрезами оно будет, то желательно применять боковые прихваты:
Если вариантов по закреплению кроме прижимных планок нет, как в данном случае

То необходимо максимально снизить подачу на зуб.
Для фрезерования торцев длинных заготовок с креплением в прихватах применяют угловые плиты:
Где 1 – заготовка, 2 – угловая плита, 3 – шип, для правильной установки в Т-образный паз стола станка.
Разновидности плит: На рис. 4, а показана обычная угловая плита. Она имеет одно или два ребра жесткости 1 и две полки (равнобокие или неравнобокие, широкие или узкие), расположенные под углом 90°. На рис. 4, б показана поворотная угловая плита, полку которой можно поворачивать вокруг оси 1 после освобождения гайки и устанавливать на требуемый угол по шкале 2. Такие плиты применяют при обработке наклонных плоскостей.
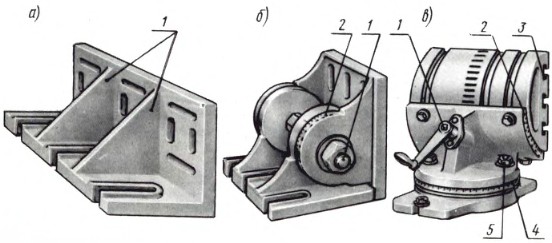
Рис. 4. Угловые плиты
На рис. 4, в показана универсальная угловая плита, допускающая поворот закрепленной заготовки в двух плоскостях: горизонтальной — рукояткой 1 и вертикальной — поворотом колодки 4, закрепляемой болтами 5. Плита представляет собой поворотный стол 3 с тремя Т-образными пазами. Угол поворота стола отсчитывают по шкале 2.
Правила закрепления заготовок на столе станка
Несмотря на то что крепление заготовки на столе фрезерного станка является простейшим случаем, оно требует опыта. При закреплении на столе с помощью прихватов необходимо запомнить ряд основных правил:
1) болт, крепящий прихват, необходимо устанавливать возможно ближе к заготовке, для чего надо применять прихваты с продолговатыми отверстиями;
2) прихват должен опираться на подкладку одинаковой высоты с заготовкой;
3) конец прихвата, опирающийся на заготовку, не должен находиться над ее частью, которая не лежит плотно на столе;
4) грубое фрезерование заготовки следует производить при сильно затянутых болтах, а при чистовом фрезеровании гайки прижимных болтов следует слегка ослабить.
Рассмотри, что происходи с заготовками в процессе фрезерования, при закреплении ее призватами
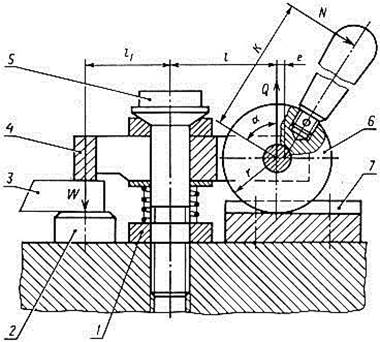
Пример 1. Корпус устанавливается на стол и закрепляется Г - образными прихватами (рис. 5), создающими силу закрепления Q. Размеры габаритные и присоединительные указаны на схеме. Выполняется фрезерование отверстия. 

Рис. 5. Расчетная схема сил закрепления корпуса прихватами
Рассмотрим работу одного зуба фрезы:
Этапы расчета:
1. Определяем силы резания действующую на заготовку, при попутном фрезеровании: Pb – составляющая силы резания P, совпадает с направлением вращения фрезы, Pr – составляющая силы резания P действует в направлении, параллельном оси отверстия.
2. Определяем все возможные движения заготовки под действием составляющих силы резания:
 ,
,  - стремится прокрутить заготовку относительно оси вращения шпинделя с опорой на установочную плоскость (штриховой контур на рис. 5);
- стремится прокрутить заготовку относительно оси вращения шпинделя с опорой на установочную плоскость (штриховой контур на рис. 5);
- стремится сдвинуть заготовку в осевом направлении, по направлению вектора силы.
3. Определяем место контакта поверхностей заготовки с поверхностью зажимных и установочных элементов, в нашем случае место контакта: внутренняя поверхность прихвата – наружная поверхность корпуса (поверхность 1), нижний торец заготовки - стол (поверхность 2).
4. Определяем силы, действующие на поверхности в наиболее неблагоприятный момент резания: поверхность 1, 2: две силы зажима Q.
5. Определяем направление вектора сил трения: направлен в противоположную сторону направления сил действующих на заготовку , .
Пример 4. Цилиндрическая заготовка установлена на призму и сверху закреплена прихватом, который развивает силу зажима Q (рис. 6). В заготовке фрезеруется паз концевой фрезой.
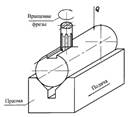
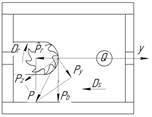
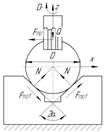
Рисунок 6. Расчетная схема сил закрепления заготовки
1. Определяем силы резания действующую на заготовку, при попутном фрезеровании:Pb – составляющая силы резанияP, совпадает с направлением вращения фрезы, Pr – составляющая силы резания Pдействует в направлении, параллельном оси заготовки, и направлена в сторону подачи.
2. Определяем возможные перемещения заготовки под действием сил резания:
Pb– стремитсяпрокрутить заготовку вокруг своей оси;
Pr - стремится сдвинуть заготовку в осевом направлении по движению подачи.
3. Определяем место контакта поверхностей заготовки с поверхностью зажимных и установочных элементов, в нашем случае место контакта: наружная цилиндрическая поверхность заготовки - зажимной элемент (поверхность 1), наружная цилиндрическая поверхность заготовки –установочные поверхности призмы (поверхность 2).
4 Определяем силы, действующие на поверхности: поверхность 1: сила зажима Q; на поверхность 2: сила реакции опор N (рис. 4.12):  , Н, где α – угол наклона установочной поверхности призмы, град.
, Н, где α – угол наклона установочной поверхности призмы, град.
5. Определяем направление вектора сил трения: направлен в противоположную сторону вектора сил Pb, Pr
Пример 5. Заготовка установлена на стол и сверху закреплена двумя Г - образными прихватами, которые развивают силу зажима равную Q (рис. 7). В заготовке фрезеруется вертикальная плоскость цилиндрической фрезой.
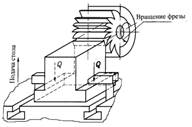
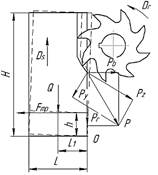
Рисунок 7. Расчетная схема сил закрепления заготовки
1. Определяем силы резания действующую на заготовку, при встречном фрезеровании:Pb – составляющая силы резания P, совпадает с направлением вращения фрезы, Pr – составляющая силы резания Pдействует в направлении, параллельном оси заготовки, и направлена против движения подачи.
2. Определяем все возможные движения заготовки под действием сил резания:
Pb – образует момент резания, воздействующий на заготовку (стремится прокрутить заготовку вокруг точки О, штрихпунктирная линия на рис. 7);
Pr - прижимает заготовку к столу, не позволяя двигаться заготовке.
3. Определяем место контакта поверхностей заготовки с поверхностью зажимных и установочных элементов, в нашем случае место контакта: наружная поверхность заготовки - зажимной элемент (поверхность 1), установочная поверхность заготовки - стол (поверхность 2).
4 Определяем силы, действующие на поверхности: поверхность 1: две силы зажима Q; на поверхность 2: две силы зажима Q, составляющая силы резания Pr.
5. Определяем направление вектора сил трения: направлен в противоположную сторону вектора силы Pb

