 2014-02-17
2014-02-17 2881
2881Содержание
Плазменная наплавка
[править | править исходный текст]
Материал из Википедии — свободной энциклопедии
Плазменная наплавка (Plasma transfer Arc, PTA) является современным способом нанесения износостойких покрытий на рабочую поверхность при изготовлении и восстановления изношенных деталей машин.
[убрать]
· 1 Технология
· 2 Применение
· 3 Литература
· 4 См. также
Технология[править | править исходный текст]

Плазменно-порошковая наплавка износостойких материалов на заводе в г. Щербинка
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов, световых квантов и др. При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при давлении в 2 …3 атмосферы, возбуждается электрическая дуга силой 400 … 500 А и напряжением 120 … 160 В Ионизированный газ достигает температуры 10 … 18 тыс. С, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от компоновки различают:
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема для резки металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т. к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыления порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги. Схема используется при наплавке порошком.
Плазменную наплавку металла можно реализовать двумя способами:
1. Струя газа захватывает и подает порошок на поверхность детали;
2. В плазменную струю вводится присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты наплавки получаются с аргоном и гелием.
Достоинствами плазменной наплавки являются:
1. Высокая концентрация тепловой мощности и минимальная ширина зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий КПД дуги (0.2 …0.45).
6. Малое (по сравнению с другими видами наплавки) перемешивание наплавляемого материала с основой, что позволяет достичь необходимых характеристик покрытий.
Поверхность детали необходимо готовить к наплавке более тщательно, чем при обычной электродуговой или газовой сварке, т. к. посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка..), иногда обезжиривание. Мощность электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
42) Дефектация подшипников качения. Очищенные подшипники контролируют следующим образом: внешний осмотр, проверка на легкость вращения и шум, измерение радиального зазора, монтажной высоты (для роликовых конических и упорных) и размеров колец по диаметру при наличии следов сдвига их относительно посадочной поверхности (светлые, блестящие пятна, риски), а также в случае коррозии, ожогов и черноты. При проверке на легкость вращения следует вращать наружное кольцо, удерживая при этом внутреннее. Наружное кольцо исправного подшипника должно вращаться легко, без притормаживаний и заеданий и плавно останавливаться. При вращении кольца должен быть слышен глубокий шипящий звук. Резкий металлический или дребезжащий звук не допускается.
В шариковых и роликовых подшипниках, признанных годными при осмотре и опробовании вращением, необходимо измерить радиальный зазор, а у конических подшипников монтажную высоту. Технические требования к дефектации подшипников приведены в таблицах 3 и 4. Радиальный зазор в подшипниках измеряют на приборе КИ-1223 или 70-8019-1501, а монтажную высоту конических подшипников на приборе 70-8019-1502.
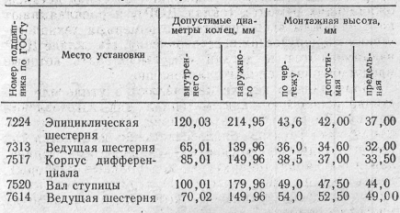
3. Требования к дефектации роликовых конических подшипников
Подшипники, годные к дальнейшей работе, не должны иметь трещин или выкрашиваний металла на кольцах, цветов побежалости, выбоин и отпечатков (лунок), глубоких рисок и забоин на беговых дорожках колец и телах качения, шелушения металла, чешуйчатых отслоений и раковин. Не допускается отсутствие или ослабление заклепок на сепараторе. Допускаются царапины, риски на посадочных поверхностях наружных и внутренних колец подшипников, матовая поверхность беговых дорожек колец и тел вращения. При дефектации роликовых конических-подшипников следует иметь в виду, что разукомплектование колец или комплектование новых колец с бывшими в эксплуатации запрещается.
Дефектация шестерен. Шестерни поступают на дефектацию со следующими неисправностями: износ зубьев по толщине и длине, выкрашивание или раковистая сыпь на рабочей поверхности зубьев, трещины и откол отдельных зубьев, сколы, выкрашивание металла на торцах зубьев, микротрещины у основания зуба, износ шлицев и шпоночных канавок, поверхности ступицы под втулку, подшипника, цапфы валов или осей.
В процессе дефектации шестерен прежде всего контролируют состояние рабочих поверхностей наружным осмотром или с помощью лупы. Шестерни при точечном выкрашивании металла на рабочей поверхности с общей площадью более 15 % или местном выкрашивании более 5 % площади зуба, а также микротрещинах у основания зуба бракуют. Если после контроля наружным осмотром установлена годность шестерни, то остальные элементы проверяют измерением.
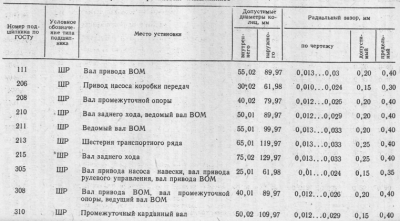
4. Требования к дефектации шариковых и роликовых подшипников
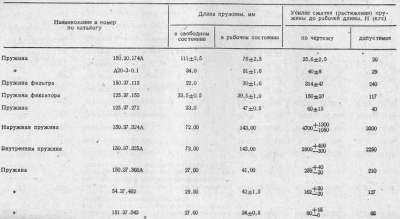
5. Требования к дефектации пружин
Износ зубьев по толщине контролируют, измеряя длину общей нормали микрометрическим зубомером (ГОСТ 6507—78). При этом необходимо охватить число зубьев, обусловленное техническими условиями. Контроль проводят в трех местах, расположенных под углом 120°. Износ зубьев по толщине допускается определять измерением толщины зуба по начальной окружности микрометром (ГОСТ 6507—78), шаблонами или измерением длины общей нормали (ГОСТ 7760—81). Износ шпоночных канавок и шлицевых впадин по ширине контролируют листовыми пробками, шаблонами или универсальным инструментом.
Износ ступицы под подшипники проверяют посредством индикаторного нутромера (НИ ГОСТ 868—82) или калибров. Износ, выкрашивание, сколы зуба шестерни по длине замеряют масштабной линейкой или штангенциркулем. Конусность зубьев определяют измерением толщины в двух крайних сечениях по длине зуба с последующим вычитанием из большего размера меньшего: Допускается неравномерность износа зуба (конусность) до 0,01 мм на длине 10 мм. Забоины и заусенцы на рабочих поверхностях шестерен не допускаются, их следует зачищать.
43)
44)
Низкотемпературная пайка
Низкотемпературная пайка (мягкая пайка)– получила широкое распространение во второй половине 20 века в связи с массовым производством электронной техники. Компьютеры, телевизоры, мобильные телефоны – изготавливают с применением паяния. Применяемые в производстве микроэлектроники технологии пайки – сложные процессы с использованием дорогого оборудования.
Однако, до настоящего времени, представляет интерес когда-то традиционное, но незаслуженно забытое, использование мягкой пайки в областях, связанных с изготовлением изделий из металлов. Радиолюбители, моделисты, профессиональные инженеры могут эффективно пользоваться паянием в своей работе. Мягкая пайка не требует ощутимых материальных затрат на оборудование и расходные материалы, что особенно привлекательно для предприятий малого бизнеса и научных лабораторий (наверное сохранившихся в нашей стране).
Соединения спаянные мягкими припоями, не выдерживают больших механических нагрузок, чтобы усилить их прочность, в ряде случаев их скрепляют заклепками, винтами или делают фальцы. Припой в этом случае рассматривают, как средство уплотнения соединения. (см. Рекомендации по практике низкотемпературной пайки конструкционных изделий). В токоведущих соединениях мягкие припои обеспечивают необходимую электропроводность. Паять мягкими припоями можно разные металлы, однако степень подготовки их под пайку, флюсование и очистка различны. Цинк, серебро сравнительно легко растворяются в расплавленном припое, поэтому тонкие листы и проволоку из них необходимо паять как можно быстрее и при более низкой температуре. Применение мягких припоев для пайки стальных деталей требует предварительного лужения соединяемых поверхностей. Только в этом случае можно получить качественное паяное соединение.
Пайка мягкими припоями может быть выполнена:
- паяльником
- погружением деталей в ванну с расплавленным припоем
- пламенем паяльной лампы или горелки
- инфракрасным излучением
- горячим воздухом
Чаще всего низкотемпературная пайка выполняется при помощи паяльника.
Паяльник представляет собой кусок чистой меди, насаженный на ручку, которому придана молоткообразная форма (мощные паяльники) или форма стержня (маломощные паяльники). В результате высокой теплопроводности и теплоемкости меди паяльник хорошо аккумулирует тепло и быстро передает его на рабочую часть, что ускоряет проведение процесса пайки.
Паяльники для периодического нагрева нагреваются с помощью бензиновой или керосиновой лампы, газовой горелки и т.д., такой нагрев используют для мощных паяльников. Паяльники для непрерывного нагрева – электрические.
Перед пайкой рабочую часть паяльника зачищают напильником, а затем облуживают. Форма поверхности рабочей части может быть различной, в зависимости от задачи пайки. Перед пайкой на соединяемые поверхности наносится флюс, а затем паяльником с прутка припой подается в места соединений. Если паяют мелкие изделия, можно пользоваться припоем, осевшим на лезвии паяльника.
Когда паяльник и место пайки достаточно нагреты, припой легко затекает в зазор между деталями и соединение получается достаточно прочным. При недостаточном нагреве паяльника припой не растекается под ним, а «мажется». Хотя по внешнему виду соединение получается удовлетворительным, но будет непрочным, так как в зазор припой не затекает.
Не следует допускать перегрева паяльника, ток как это приводит к быстрому разъеданию его рабочей части расплавленным припоем.
При пайке массивных деталей, для осуществления качественной пайки, производят предварительный нагрев деталей до 100-150ºC.
Для получения качественного соединения детали перед пайкой должны быть зачищены до металлического блеска, а места пайки покрыты флюсом. При пайке изделий из меди, латуни, бронзы и луженой жести припой хорошо затекает в зазоры при их одностороннем нагреве паяльником. В случае пайки изделий из стали или припайки деталей из цветных металлов к стальным необходимо облуживание поверхности стальных деталей (по ним припой растекается хуже).
45)
Рассмотрим механизм удаления масляной пленки с деталей моющим раствором. Схема воздействия горячего моющего раствора на масляную пленку изображена на рис. 1.2. На рис. 1.2, а показано исходное состояние масляной пленки на поверхности детали. Под действием горячего моющего раствора масляная пленка быстро нагревается и в результате расширения и действия сил поверхностного натяжения принимает волнистый вид с углом а = 90° (рис. 1.2, б), и с углом а  90° (рис. 1.2, в). В дальнейшем масляная пленка деформируется настолько, что, разрушаясь, образует масляные капли, которые обволакиваются моющим раствором. В результате этого сила сцепления этих частиц с металлом уменьшается и они легко удаляются с поверхности деталей струей раствора.
90° (рис. 1.2, в). В дальнейшем масляная пленка деформируется настолько, что, разрушаясь, образует масляные капли, которые обволакиваются моющим раствором. В результате этого сила сцепления этих частиц с металлом уменьшается и они легко удаляются с поверхности деталей струей раствора.
Таким образом, из рассмотренной схемы следует, что главным условием высокого качества обезжиривания деталей является обеспечение оптимальной температуры моющего раствора. При недостаточной температуре масляная пленка на детали не деформируется несмотря на действие моющего раствора. С повышением температуры значительно снижается вязкость загрязнения, повышается его текучесть, и эффективность обезжиривания улучшается.
Моющее действие состоит в удалении жидких и твердых загрязнений с поверхности и переводе их в моющий раствор в виде растворов или дисперсий. Моющее действие проявляется в сложных процессах взаимодействия загрязнений, моющих средств и поверхностей. Основными явлениями, определяющими моющее действие, являются смачивание, эмульгирование, диспергирование и пенообразование. Указанные явления связаны с поверхностным натяжением и поверхностной активностью моющих средств.
Известно, что вдоль поверхности жидкости действуют силы натяжения, стремящиеся сократить эту поверхность. Они получили название сил поверхностного натяжения. Поверхностное натяжение измеряют работой, которую необходимо затратить для увеличения поверхности жидкости на 1 см2. Произведение поверхностного натяжения на поверхность называется свободной поверхностной энергией. Способность веществ понижать свободную поверхностную энергию характеризует поверхностную активность этих веществ. Вещества, понижающие поверхностное натяжение раствора, называются поверхностно-активными веществами (ПАВ).
Смачивание заключается в растекании капли жидкости, помещенной на поверхность твердого тела. Поверхности, смачиваемые водой, называются гидрофильными, а не смачиваемые водой — гидрофобными. Смачиваемость твердого тела жидкостью зависит от поверхностного натяжения жидкости, от природы и состава жидкости и твердого тела. Например, поверхности, загрязненные маслами, хорошо смачиваются углеводородными растворителями и не смачиваются чистой водой. Добавление в воду ПАВ понижает поверхностное натяжение воды и обеспечивает смачивание загрязненных маслами поверхностей.
В большинстве случае загрязнения сострят из двух фаз — жидкой (масла, смолы) и твердой (асфальтены, карбены, почвенные и пылевые частицы и т. п.). Удаление таких загрязнений с поверхности происходит двумя путями: эмульгированием жидкой фазы (образование эмульсий) и диспергированием твердой фазы (образование дисперсий).

Рис. 1.2. Схема воздействия горячего моющего раствора на масляную пленку: / — деталь; 2 — масляная пленка
Эмульсией называется система несмешивающихся жидкостей, одна из которых распределена в виде мелких капель в другой. Эмульсии подразделяются на два типа: эмульсии прямые — "масло в воде" и эмульсии обратные — "вода в масле". Под маслом здесь понимается любая органическая жидкость, не растворимая в воде и водных растворах.
Эмульгирование жидкой фазы загрязнений возможно в водных растворах ПАВ. Молекулы ПАВ создают на поверхности капель масла прочные адсорбционные слои. Гидрофобная часть молекулы связывается с маслом, а гидрофильная — ориентируется в сторону водного раствора (см. рис. 1.3). При этом происходит гидро-филизация капель масла, что препятствует их слиянию (коалосценции). Вещества, в данном случае ПАВ, адсорбирующиеся на поверхности гидрофобных частиц, называются эмульгаторами.
Диспергирование твердой фазы загрязнений происходит благодаря адсорбции ПАВ на частицах загрязнений. Малое поверхностное натяжение раствора позволяет ему проникать в мельчайшие трещины частиц загрязнения и адсорбироваться ПАВ на поверхностях этих частиц. Адсорбированные молекулы ПАВ создают расклинивающее давление на частицы, разрушая и измельчая их. На процессы эмульгирования и диспергирования большое влияние оказывает механическое воздействие раствора, способствующее разрушению загрязнений.
Важным этапом в моющем процессе является стабилизация в растворе отмытых загрязнений и предупреждение их повторного осаждения на очищенную поверхность. Стабилизация загрязнений зависит в основном от состава моющего раствора и технологических условий его применения (концентрации, температуры, загрязненности).
В итоге моющий процесс можно представить состоящим из ряда последовательных этапов. Поскольку почти все загрязнения гидрофобны, то вода, обладая большим поверхностным натяжением, не смачивает загрязненные поверхности и стягивается в отдельные капли (рис. 1.3,а).
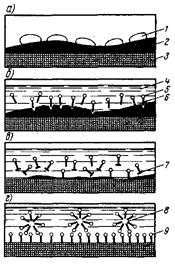
Рис. 1.3. Схема моющего процесса: 1 — капли воды; 2 — загрязнение;3 — очищаемая поверхность; 4 — моющий состав; 5 — гидрофильная часть молекулы ПАВ; 6 — гидрофобная часть молекулы ПАВ (радикал); 7— переход частиц загрязнения в раствор; 8 — частицы загрязнения, стабилизированные в растворе; 9 — адсорбция молекул ПАВ на очищенной поверхности
При растворении в воде моющего средства поверхностное натяжение раствора резко уменьшается, и раствор смачивает загрязнение, проникая в его трещины и поры (рис. 1.3,6). При этом снижается сцепляемость частиц загрязнения между собой и с поверхностью. При механическом воздействии увлекаемые молекулами моющего средства частицы грязи переходят в раствор (рис. 1.3,в). Молекулы моющего средства обволакивают загрязнения и отмытую поверхность, что препятствует укрупнению частиц и оседанию их на поверхность (рис. 1.3,г). В результате частицы загрязнения во взвешенном состоянии стабилизируются в растворе и удаляются вместе с ним.
В быту принято судить о качестве моющего раствора по количеству образующейся пены. Это не совсем верно. Пена способствует удержанию диспергированного загрязнения и предотвращению его осаждения на очищенную поверхность. Однако отождествлять пенообразование с моющим действием нельзя, так как пенообразование не является специфической характеристикой моющего действия.
При очистке поверхности металлов пенообразование имеет большое значение. В одних случаях пенообразование — это положительное влияние, например, при пароводоструйной или электролитической очистке, когда слой пены предотвращает разбрызгивание моющего раствора или создает защитный слой, уменьшающий проникновение едких испарений в атмосферу. В большинстве же случаев пенообразование является отрицательным фактором, т. е. ограничивает использование интенсивного перемешивания моющего раствора. Например, в струйных моечных машинах нельзя применять моющие средства с высоким уровнем пенообразования.
Щелочность моющих растворов является важнейшим фактором, определяющим эффективность очистки. Щелочность определяет способность растворов нейтрализовать кислые компоненты загрязнений, омылять масла, снижать контактное натяжение растворов, жесткость воды и т. д. Различают общую и активную щелочность. Общая щелочность определяется титрованием кислотой с индикатором метилоранжем, а активная — титрованием с фенолфталеином. Моющее действие растворов зависит только от уровня активной щелочности.
Показателем щелочности, равно как и кислотности, служит водородный показатель рН, который определяется как логарифм обратной концентрации ионов водорода. Поскольку моющим действием обладает только часть щелочных соединений, диссоциировавших на свободные ионы, то водородный показатель может служить критерием активности или моющей способности растворов.
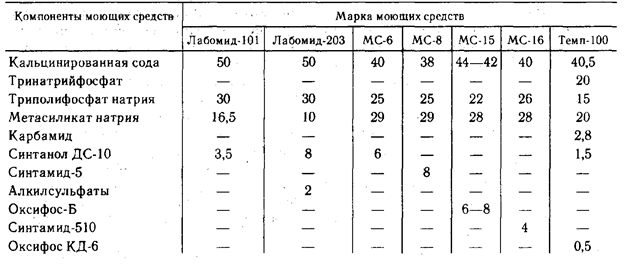
Большое распространение во всех процессах очистки получили синтетические моющие средства (СМС). Основу СМС (табл. 1.3) составляют ПАЬ, активность которых повышена введением щелочных электролитов. Растворы СМС по моющей способности значительно превосходят растворы едкого натра и различных щелочных смесей. Составы СМС для струйных и погружных способов очистки приведены в табл. 1.3.
Указанные СМС выпускают в виде сыпучего, гигроскопичного белого или светло-желтого порошка. Они не-
токсичны, негорючи, пожаробезопасны и хорошо растворимы в воде. Растворы СМС допускают одновременную очистку деталей из черных, цветных и легких металлов и сплавов. В отличие от растворов едкого натра они безопасны в применении. Узлы и детали, подлежащие непродолжительному хранению(10— 15дней), не нуждаются после очистки растворами СМС в дополнительной антикоррозионной обработке. Антикоррозионная защита поверхности обеспечивается силикатами, входящими в состав СМС.
^ Таблица 1.3. Состав синтетических моющих средств для струйных и погружных способов очистки, %
Эффективность рассмотренных СМС представлена в табл. 1.4, из которой видно, что СМС в 3 — 5 раз эффективнее растворов едкого натра. Средства Лабомид-101, Лабомид-102 и МС-6 предназначены для моечных машин струйного типа, а Лабомид-203 и МС-8 — для машин погружного типа. Разработаны новые составы технических моющих препаратов Темп-100 и Темп-100А. Препараты Темп эффективнее, чем Лабомид и МС, и, кроме того, Темп- 100А обладает повышенным пассивирующим действием по отношению к очищаемой поверхности. Из зарубежных СМС наиболее эффективным являются Силирон У-64 и Гр-форте-супер.
Разработано пожаро- и взрывобезопасное средство МС-9, состоящее из неионогенных ПАВ (0,3%), активных добавок— Nа2 СO3 Nа3 РО4, NаОН (6%) и воды(93,7%). МС-9 имеет низкую пенообразующую способность, что позволяет применять его при механизированной очистке деталей струйным методом и использовать при более низкой температуре, чем средство МЛ-52 (МЛ-52 при 80 — 100° С; МС-9 при 70 — 75° С) с одинаковым моющим действием.
^ Таблица 1.4. Эффективность применения моющих средств
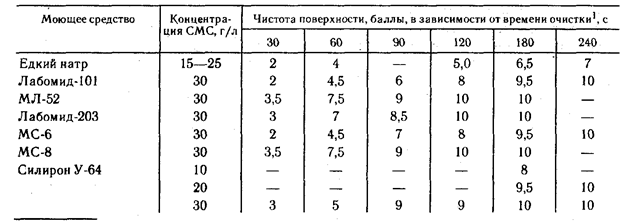
Определено на установке КИ-3127. По пенообразующим свойствам СМС существенно различаются.
Рабочие концентрации растворов СМС зависят от загрязненности поверхности и составляют 5 — 20 г/л. Наилучшее моющее действие растворов СМС проявляется при температуре 80 — 85° С. При 70 ° С и ниже резко снижается моющая способность раствора и усиливается ценообразование. Для непогашения используют дизельное топливо, которое добавляют в раствор в количестве 10—15 г/л.
В ремонтном производстве используется водный раствор едкого натра, который не может применяться для очистки и мойки деталей из алюминия и его сплавов. Алюминий реагирует со щелочами с образованием растворимой соли (алюмината натрия), поэтому для обезжиривания деталей из алюминия и алюминиевых сплавов используют растворы на основе кальцинированной соды (10 — 15 г/л) с добавлением тринатрийфосфата (10 — 25 г/л) и жидкого стекла (10—15 г/л).
Нейтральные жидкости не вступают в химическое взаимодействие с загрязнениями, их очищающее действие основано на образовании с загрязнениями коллоидных растворов, суспензий и эмульсий. Нейтральные жидкости подразделяются на органические (перхлорэтилен, трихлор-этилен, ксилол, ацетон, дихлорэтан, дизельное топливо, керосин тракторный, бензин и уайт-спирит) и неорганические (воду).
К преимуществам органических растворителей следует отнести высокую производительность, возможность удаления загрязнений с деталей сложной формы, так как обезжиривающей способностью обладает не только жидкость, но и пары, возможность многократного использования. Однако у органических растворителей действие избирательное, большинство из них пожароопасно, вредно действуют на организм человека, и они относительно дороги. Повышение скорости и качества очистки находится в зависимости от сочетания высокой химической активности моющей среды и максимального эффекта кавитационного разрушения загрязнений. Как показали исследования моющей способности органических растворителей, хорошие результаты при ультразвуковой очистке от масляных загрязнений дает композиция дизельного топлива и дихлорэтана.
На ремонтных предприятиях часто используют такие моющие средства, как дизельное топливо, бензин, уайт-спирит, керосин. Они применяются для внутренней промывки картера двигателя, коробки передач и ведущих мостов. Наибольший интерес представляет применение этих средств и их композиций для очистки деталей двигателей от асфальтосмолистых отложений и нагаров.
Анализ показывает, что в зарубежном ремонтном производстве имеются тенденции к применению в технологии очистки двигателей очищающих средств на основе органических растворителей. Использование этих средств увеличивает производительность очистных операций в 6 — 8 раз, повышает качество очистки, дает возможность проводить очистку при умеренных температурах (20 — 60 °С). Приблизительно такие же результаты обеспечиваются новыми моющими средствами, созданными в ГОСНИТИ. Лабораторные испытания показывают, что время очистки деталей при использовании этих средств по сравнению с щелочными в несколько раз сокращается (рис. 1.4) при умеренном возбуждении моющих жидкостей колебанием деталей с амплитудой 150 — 200 мм и частотой 1,0 —2,51/с.
Разработан препарат на основе хлорированных углеводородов — Лабомид-315. Этот препарат обладает высокой очищающей способностью по отношению к масляным, асфальтосмолистым и углеродистым отложениям деталей машин и двигателей. По этому показателю Лабомид-315 превосходит все известные препараты, в том числе наиболее активные из них: Ардрокс-667 и Лабомид-311. Лабомид-315 обеспечивает качественную очистку деталей при небольших затратах энергии итемпературе20 — 25°С.
В производстве применяют растворяюще-эмульгирующие средства (РЭС), состоящие из базового растворителя, сорастворителей, ПАВ и воды. Сначала детали погружают в РЭС, где загрязнения растворяются, затем они помещаются в воду или водный раствор щелочных синтетических моющих средств для эмульгирования растворителя и оставшихся загрязнений — при этом эмульгированный растворитель и загрязнения переходят в щелочной раствор, чем обеспечивается необходимое качество очистки. РЭС применяются при очистке деталей от прочных, например, асфальтосмолистых отложений, но их могут использовать и при очистке других загрязнений, когда нет возможности повысить температуру раствора выше 60°С.
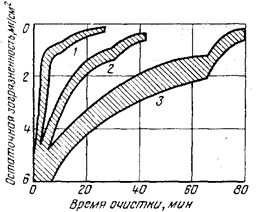
1 — Лабомид-311 и Аплайд — хлорированные углеводороды с фенолами и поверхностно-активными веществами; ^ 2 — ДВП-1, МК-3, АМ-15, МЛ-51 — органические растворители с поверхностно-активными веществами; 3 — МЛ-52, МЛ-51, Лабомид-203, Лабомид-101, МС-8 — синтетические моющие средства

