2014-02-17
2014-02-17 718
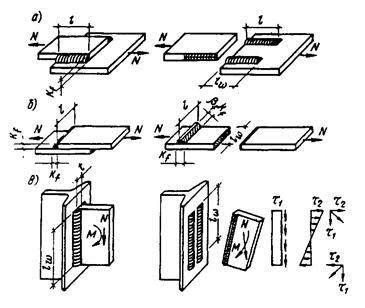
718Рис. 4.4. Виды сварных стыковых соединений
а – прямой стык; б – косой стык; в, г – при разной ширине соединяемых элементов;
д, е – при разной толщине соединяемых элементов; ж – однослойный с подваркой корня; 1 – технологические планки; 2 – подварочный шов
При отсутствии физических методов контроля расчетное сопротивление металла сварного соединения по нормам составляет  .
.
Чтобы соединение было равнопрочным основному элементу, длина шва должна быть больше размера “b” (рис.4.5), поэтому в соединении применяют косой шов, который выполняют с наклоном реза  при
при  . Такой шов равнопрочен с основным металлом и не требует проверки прочности. При действии сдвигающей силы Q на стыковой шов, в шве возникают срезывающие напряжения
. Такой шов равнопрочен с основным металлом и не требует проверки прочности. При действии сдвигающей силы Q на стыковой шов, в шве возникают срезывающие напряжения  .
.
Расчетное сопротивление при сдвиге соединения  , где
, где  - расчетное сопротивление основного металла на сдвиг.
- расчетное сопротивление основного металла на сдвиг.
Если расчетное сопротивление металла шва в стыковомсоединении меньше расчетного сопротивления основного металла, проверку выполняют по сечению металла шва.
меньше расчетного сопротивления основного металла, проверку выполняют по сечению металла шва.
| Сталь | Материал | Нормативное
сопротивле-
ние металла
шва  ,
кН/см2 ,
кН/см2
| Расчетное
сопротивление
металла угло-
вых швов
 , кН/см2 , кН/см2
| ||||
| Марка сварочной проволоки при сварке в углекислом газе или в его смеси с аргоном | Марка флюса при свар- ке под флюсом | Тип электрода при свар- ке по- крытыми электродами | |||||
| С235, С245, С255, С275, С285, Ст3кп, Ст3пс, Ст3сп, 20 | Св-08А Св-08ГА | АН-348А АН-60 | Э42*, Э42А Э46*, Э46А | ||||
| С345, С345Т, С375, С390, С390Т, С390К, С440, 09Г2С, 16Г2АФ | Св-08ГА* Св-10ГА* Св-08Г2С* Св-10Г2 Св-10НМА | АН-17-М АН-43 АН-47 АН-348-А* | -- Э50*, Э50А -- -- | 21,5 | |||
| С345К | Св-08ХГ2СДЮ Св-08Х1ДЮ | АН-348-А | -- | 21,5 | |||
П р и м е ч а н и е: 1. Для проволок Св-08Г2С следует принимать  кН/см2 и
кН/см2 и  кН/см2, кроме угловых швов с катетом
кН/см2, кроме угловых швов с катетом  мм. 2. При соответствующем технико-экономическом обосновании для сварки конструкций допускается использовать материалы, не указанные в настоящей таблице. При этом свойства металла шва должны удовлетворять требованиям технических условий.
мм. 2. При соответствующем технико-экономическом обосновании для сварки конструкций допускается использовать материалы, не указанные в настоящей таблице. При этом свойства металла шва должны удовлетворять требованиям технических условий.
Использование данного материала уточнить по СНиП.
В отдельных случаях, например, при вибрационной нагрузке, рассчитывают и косые швы, разложив действующее усилие на перпендикулярное оси шва и действующее вдоль шва, находим (рис.4.5, б)
 - перпендикулярно шву,
- перпендикулярно шву,
 - вдоль шва,
- вдоль шва,
где  - расчетная длина косого шва.
- расчетная длина косого шва.
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений  и
и  , действующих по взаимно
, действующих по взаимно
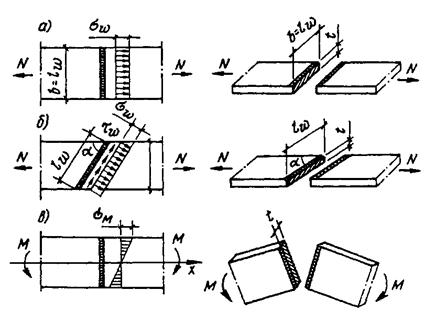 |
Рис. 4.5. К расчету стыковых швов
а – на продольную силу; б – на продольную силу стыка с косым швом; в – на изгиб
перпендикулярным направлениям «Х» и «У» и касательных напряжений
следует проверять по формуле:
 (4.2)
(4.2)
Разрушение сварных соединений с угловыми лобовыми и фланговыми швами происходит как по металлу шва, так и по металлу границы сплавления (рис.4.6). В соответствии с этим расчет выполняют по одному из двух сечений: сечению 1 по металлу шва и сечению 2 – по металлу границы сплавления (рис.4.7), в зависимости от того какое сечение более опасно. Угловые швы всегда работают в условиях сложного напряженного состояния и срезывающее напряжение доминирует. Поэтому СНиП допускает производить расчет на срез, названный “условным” срезом.
Расчетная площадь сечения шва при разрушении по металлу шва равна  , при разрушении по металлу границы сплавления Awz =
, при разрушении по металлу границы сплавления Awz =  z kf lw
z kf lw
Расчетным является сечение по металлу границы сплавления. В этом случае расчетная длина шва  .
.
Если  , то расчетным сечением является сечение по металлу
, то расчетным сечением является сечение по металлу
шва и напряжение  . (4.3)
. (4.3)
Если  , то проверка прочности соединения выполняется по металлу границы сплавления, тогда:
, то проверка прочности соединения выполняется по металлу границы сплавления, тогда:

 (4.4)
(4.4)

где  - усилие проходящее через центр тяжести соединения;
- усилие проходящее через центр тяжести соединения;  - расчетная длина шва в сварном соединении, равная суммарной длине всех его участков за вычетом 1 см;
- расчетная длина шва в сварном соединении, равная суммарной длине всех его участков за вычетом 1 см;  и
и  - коэффициенты, принимаемые по табл.4.3 и учитывающие проплавление металла при сварке. Физический смысл коэффициентов и - отношение минимальных размеров в сечении шва к катету шва (см. рис.4.7). При ручной сварке, когда глубина проплавления невелика и заштрихованную площадь на рис.4.7, б можно считать равносторонним прямоугольником, а
- коэффициенты, принимаемые по табл.4.3 и учитывающие проплавление металла при сварке. Физический смысл коэффициентов и - отношение минимальных размеров в сечении шва к катету шва (см. рис.4.7). При ручной сварке, когда глубина проплавления невелика и заштрихованную площадь на рис.4.7, б можно считать равносторонним прямоугольником, а  .
.
Из формулы (4.3) и (4.4) можно определить катет шва “ ”, который должен
”, который должен
быть не меньше величин, указанных в табл.4.4. СНиП. Однако, чем меньше
отношение катета шва (или толщина шва) к толщине свариваемого металла  , тем более хрупким становится металл шва, что ведет к образованию
, тем более хрупким становится металл шва, что ведет к образованию