 2014-02-24
2014-02-24 2168
2168Круговинтовые передачи (зацепление Новикова)
Передачи с круговым профилем рабочей поверхности зуба называются зацеплением М.Л. Новикова.
В зацеплении Новикова профиль контактирующих зубьев шестерни и колеса в торцевом сечении очерчен дугами окружности (рис. 8, б). В этом случае контакт зубьев происходит в точке и только в момент прохождения профилей через эту точку. Для обеспечения перемещения точки контакта зубьев параллельно оси вращения шестерен зубья делают косыми с углом наклона обычно не более 25°. При этом ширину зацепления выбирают такой, чтобы обеспечивался осевой коэффициент перекрытия зубьев не менее 1,1, поскольку окружное перекрытие зубьев в таком зацеплении невозможно.
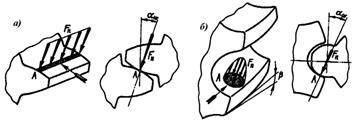 Рис. 8. Схема контактного взаимодействия и движения контактной площадки в зубчатом зацеплении: а) эвольвентном; б) круговинтовом (Новикова).
Рис. 8. Схема контактного взаимодействия и движения контактной площадки в зубчатом зацеплении: а) эвольвентном; б) круговинтовом (Новикова).
|
При выполнении зуба ведущего колеса с вогнутым профилем (вращение левого колеса на рис. 8 против часовой стрелки) точка контакта зубьев всегда будет расположена перед полюсом зацепления, поэтому такое зацепление называют дополюсным. Если же профиль зуба ведущего колеса сделать выпуклым, а ведомого вогнутым (это соответствует вращению левого колеса на рис. 8 по часовой стрелке), то зуб ведущего колеса будет входить в контакт уже после прохождения полюса зацепления, такое зацепление называют заполюсным.
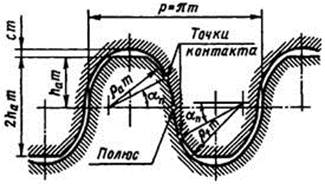 Рис. 9. Исходный контур дозаполюсной круговинтовой передачи (Новикова) Рис. 9. Исходный контур дозаполюсной круговинтовой передачи (Новикова)
|
В следствие более высокой контактной прочности несущая способность круговинтовой передачи может до двух раз превышать несущую способность эвольвентной передачи тех же размеров. Передача Новикова работает более плавно, а её КПД из-за отсутствия взаимного скольжения зубьев несколько выше.
К недостаткам передачи Новикова можно отнести повышенную чувствительность к колебаниям межосевого расстояния и некоторое снижение изломной прочности зубьев вблизи торцов зубчатого венца.
Круговинтовое зацепление можно использовать как в цилиндрических так и в конических зубчатых передачах.
4.7. Критерии расчёта эвольвентных зубьев
Поскольку колёса в зацеплении взаимодействуют своими зубьями, то весьма часто в эксплуатации наблюдаются различные повреждения их рабочих поверхностей.
 Усталостное выкрашивание является наиболее серьёзным и распространённым дефектом поверхности зубьев даже для закрытых хорошо смазываемых и защищённых от загрязнения передач.
Усталостное выкрашивание является наиболее серьёзным и распространённым дефектом поверхности зубьев даже для закрытых хорошо смазываемых и защищённых от загрязнения передач.
На рабочих поверхностях появляются небольшие углубления, которые затем превращаются в раковины. Выкрашивание носит усталостный характер и вызвано контактными напряжениями, которые изменяются по отнулевому пульсирующему циклу. Выкрашивание приводит к повышению контактного давления и нарушению работы передачи. В открытых передачах поверхностные слои истираются раньше, чем в них появляются усталостные трещины, поэтому выкрашивание появляется весьма редко.
Для предупреждения выкрашивания необходимо повышать твёрдость материала термообработкой либо повышать степень точности передачи, а также правильно назначать размеры из расчёта на усталость по контактным напряжениям.
 Абразивный износ является основной причиной выхода из строя передач при плохой смазке. Это, в первую очередь, открытые передачи, а также закрытые, но находящиеся в засорённой среде: в горных, дорожных, строительных, транспортных машинах. У изношенных передач повышаются зазоры в зацеплении и, как следствие, усиливаются шум, вибрация, динамические перегрузки; искажается форма зуба; уменьшаются размеры поперечного сечения, а значит и прочность зуба. Основные меры предупреждения износа – повышение твёрдости поверхности зубьев, защита от загрязнения, применение специальных масел. В расчёте на контактную выносливость абразивный износ учитывается занижением допускаемых контактных напряжений.
Абразивный износ является основной причиной выхода из строя передач при плохой смазке. Это, в первую очередь, открытые передачи, а также закрытые, но находящиеся в засорённой среде: в горных, дорожных, строительных, транспортных машинах. У изношенных передач повышаются зазоры в зацеплении и, как следствие, усиливаются шум, вибрация, динамические перегрузки; искажается форма зуба; уменьшаются размеры поперечного сечения, а значит и прочность зуба. Основные меры предупреждения износа – повышение твёрдости поверхности зубьев, защита от загрязнения, применение специальных масел. В расчёте на контактную выносливость абразивный износ учитывается занижением допускаемых контактных напряжений.
 Заедание происходит в высоконагруженных и высокоскоростных передачах. В месте контакта зубьев возникает повышенная температура, приводящая к молекулярному сцеплению металла с последующим отрывом. Вырванные частицы затем царапают трущиеся поверхности.
Заедание происходит в высоконагруженных и высокоскоростных передачах. В месте контакта зубьев возникает повышенная температура, приводящая к молекулярному сцеплению металла с последующим отрывом. Вырванные частицы затем царапают трущиеся поверхности.
Обычно заедания происходят вследствие выдавливания масляной плёнки между зубьев при совместном действии высоких давлений и скоростей.
Меры предупреждения здесь те же, что и при абразивном износе. Рекомендуется также фланкирование зубьев, правильный выбор сорта масла и его охлаждение.
 Другой, реже встречающийся, но не менее опасный вид поломок – излом зуба. Такая поломка связана с напряжениями изгиба, также имеющими отнулевой пульсирующий характер. Излом зуба может привести к весьма тяжким последствиям вплоть до разрушения валов и подшипников, а иногда и всего механизма. Для предупреждения излома проводится расчёт зуба по напряжениям изгиба. Такой расчёт для закрытых передач выполняется в качестве проверочного после расчёта на контактные напряжения. Для открытых передач, где высока вероятность случайных перегрузок, этот расчёт выполняется как проектировочный.
Другой, реже встречающийся, но не менее опасный вид поломок – излом зуба. Такая поломка связана с напряжениями изгиба, также имеющими отнулевой пульсирующий характер. Излом зуба может привести к весьма тяжким последствиям вплоть до разрушения валов и подшипников, а иногда и всего механизма. Для предупреждения излома проводится расчёт зуба по напряжениям изгиба. Такой расчёт для закрытых передач выполняется в качестве проверочного после расчёта на контактные напряжения. Для открытых передач, где высока вероятность случайных перегрузок, этот расчёт выполняется как проектировочный.
Усталостное выкрашивание, абразивный износ и заедание обусловлены поверхностной прочностью, а излом – объёмной прочностью зубьев.
Поскольку поверхностные повреждения – главный вид поломок для закрытых передач, то расчёт на контактную выносливость выполняют в качестве проектировочного; расчёт на изгиб – в качестве проверочного. Для открытых передач всё наоборот, т.к. режим работы временный или даже разовый, а перегрузки значительные.
Для выполнения расчётов на поверхностную и объёмную прочность рассмотрим силы в зубчатом зацеплении.
Ранее были рассмотрены конструкция и параметры зубчатого венца зубчатых колёс. Конструкция остальных частей зубчатого колеса в значительной мере определяется выбранными материалами, габаритными размерами колеса и технологией его изготовления.
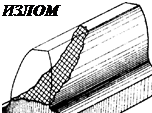
Обычно в большинстве зубчатых колес можно выявить три основных элемента:
– обод – часть зубчатого колеса, несущая зубчатый венец (1 на рис. 10, г и 10, а); наиболее часто обод совмещают с зубчатым венцом, но иногда их выполняют раздельными (например, из разных материалов);
– ступица - часть зубчатого колеса, соединяющая его с валом, несущим зубчатое колесо (3 на рис. 10, г и 10, а); зубчатые колеса малого диаметра по сравнению с валом, несущим это колесо, выполняются, как правило, за одно целое с этим валом и называются вал-шестерня ( рис. 10, д и 10, б);
– диск - часть зубчатого колеса, соединяющая обод со ступицей; в литых и сварных зубчатых колесах диск зачастую заменяется отдельными спицами.
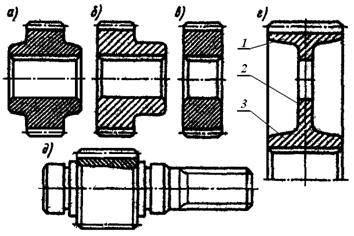 Рис. 10. Виды цилиндрических зубчатых колёс.
Рис. 10. Виды цилиндрических зубчатых колёс.
|
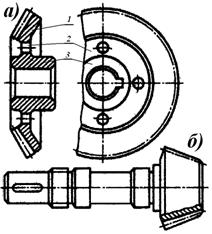 Рис. 11. Виды конических зубчатых колёс.
Рис. 11. Виды конических зубчатых колёс.
|
В единичном и мелкосерийном производстве зубчатые колеса диаметром до 200 мм обычно изготавливают методом точения из круглого проката. Заготовку для колес диаметром до 600 мм часто получают ковкой, а в массовом производстве горячей штамповкой в двусторонних молотовых штампах. Заготовки колес большего диаметра в мелкосерийном производстве изготавливают сваркой, а в массовом производстве для этой цели используют технологию литья в земляные формы.








