 2014-02-24
2014-02-24 591
591| Номер схемы | Оценка выполнения работ, оказания услуг | Проверка (испытания) результатов работ и услуг | Инспекционный контроль сертифицированных работ и услуг |
| 1 | Оценка мастерства исполнителя работ и услуг | Проверка (испытания) результатов работ и услуг | Контроль мастерства исполнителя работ и услуг |
| 2 | Оценка процесса выполнения работ, оказания услуг | Тоже | Контроль процесса выполнения работ, оказания услуг |
| 3 | Анализ состояния производства | » | Контроль состояния производства |
| 4 | Оценка организации (предприятия) | » | Контроль соответствия установленным требованиям |
| 5 | Оценка системы качества | » | Контроль системы качества |
Порядок проведения сертификации продукции
Основные этапы:
1. подача заявки на сертификацию
2. рассмотрение и принятие решения по заявке
3. отбор, идентификация образцов и их испытания
4. проверка производства (если предусмотрена схемой сертификации)
5. анализ полученных результатов, принятие решения о возможности выдачи сертификата
6. выдача сертификата и лицензии (разрешения) на применение знака соответствия
7. инспекционный контроль сертифицированной продукции в соответствии со схемой сертификации
8.
Сертификат соответствия содержит следующие сведения:
· наименование и местонахождение заявителя;
· наименование и местонахождение изготовителя продукции, прошедшей сертификацию;
· наименование и местонахождение органа по сертификации, выдавшего сертификат соответствия;
· информацию об объекте сертификации, позволяющую идентифицировать этот объект;
· наименование технического регламента, на соответствие требованиям которого проводилась сертификация;
· информацию о проведенных исследованиях (испытаниях) и измерениях;
· информацию о документах, представленных заявителем в орган по сертификации в качестве доказательств соответствия продукции требованиям технических регламентов;
· срок действия сертификата соответствия.
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Взаимозаменяемость – свойство независимо изготовленных с заданной точностью деталей и узлов обеспечивать беспригоночную сборку машин и приборов и выполнять свое назначение.
Геометрическая взаимозаменяемость – определяет точность деталей и узлов.
Функциональная взаимозаменяемость – определяется эксплуатационными показателями (например, твердость зубьев зубчатого колеса).
Внешняя взаимозаменяемость – взаимозаменяемость покупных и кооперируемых изделий, монтируемых в другие более сложные изделия по форме, размерам присоединительных поверхностей (например, подшипники качения по D и d и другие).
Полная взаимозаменяемость – позволяет получить заданные показатели качества без дополнительных операций.
Неполная взаимозаменяемость – допускает операции связанные с подбором сборочных единиц или регулировкой.
Полная взаимозаменяемость предельно упрощает процесс сборки, что облегчает автоматизацию технологических процессов.
Основные определения
Точность – степень приближения размеров и формы готовой детали к ее геометрическому прототипу.
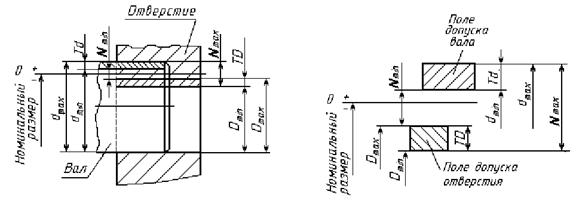
Номинальный размер – размер, определенный исходя из функционального назначения детали, проставляемый на чертеже и служащий началом отсчета отклонений. Номинальные размеры выбираются по ГОСТ 6636-69 – ―Нормальные линейные размеры.
Предельные размеры – два размера, между которыми должен находиться, либо быть равен действительный размер годной детали.

 – наименьший предельный размер;
– наименьший предельный размер;
 – наибольший предельный размер.
– наибольший предельный размер.
Действительный размер – размер детали, полученный в процессе обработки и измерения с допускаемой погрешностью.
Верхнее предельное отклонение (ES,es) – алгебраическая разность между наибольшим предельным и номинальным размером.
 .
. 
Нижнее предельное отклонение (EI, ei) – алгебраическая разность между наименьшим предельным и номинальным размером.
 .
. 
Допуск – разность между наибольшим и наименьшим предельным размером или между верхним и нижним отклонением.


Допуск – величина, определяющая ширину поля рассеивания размеров годных деталей. Допуск всегда положительный.
Условно все охватываемые поверхности называют валами, охватывающие – отверстиями.
Валы обозначают малыми буквами (d,ei, es, h),отверстия – большими (D,EI, ES, H).
Поле допуска – поле, заключенное между предельными размерами и определяемое величиной допуска и его расположением относительно номинального размера.


Понятие о посадках
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки (наличием зазора или натяга).
Посадки делится на:
1. Посадки с зазором
2. С натягом
3. Переходные.
Посадки с зазором
Посадка с зазором используется для получения подвижных соединений.
Зазор S – положительная разность между размерами отверстия и вала.
S=D-d; D>d
Поле допуска вала расположено ниже поля допуска отверстия.
(Правую часть рисунка – в конспект)



Допуск посадки с зазором 
Средний зазор 
Посадки с натягом
Применяются для получения неподвижных соединений.
Натяг N – положительная разность между размерами вала и отверстия:
N=d-D, d>D.
Поле допуска вала выше поля допуска отверстия.
(Правую часть рисунка – в конспект)




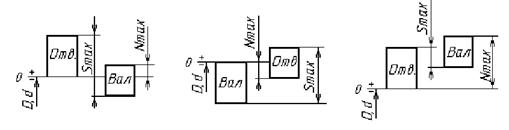
Переходные посадки
Переходная посадка – посадка, у которой может быть получен в соединение двух деталей либо зазор, либо натяг в зависимости от сочетания размеров вала и отверстия.
Применяются для образования соединений с высокой точностью центрирования (соединении двух деталей с помощью шпонки: зубчатого колеса и вала). В действительности переходные посадки обеспечивают малые натяги.
Поля допусков вала и отверстия при наложении перекрываются.
(Рисунок --- в конспект)

Системы посадок. Образование посадок
Все посадки могут быть образованы в системе вала или системе отверстия.
Система отверстия – система, в которой различные посадки получаются соединением основного отверстия и не основного вала (предпочтительнее).
Система вала – система в которой различные посадки получаются соединением основного вала и не основного отверстия. Применяется для соединения нескольких деталей гладким валом (осью или пальцем).
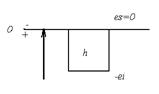
Основное отверстие H – отверстие, у которого нижнее предельное отклонение
равно 0 (EI=0) и допуск задан в плюс).
Основной вал h – вал, у которого верхнее отклонение равно 0 (es=0), а допуск задан в минус.
(4 рисунка – в конспект)



Предпочтительнее является система отверстия, так как она позволяет уменьшить количество режущих инструментов при изготовлении деталей с отверстиями.
Посадка, образованная соединением не основного вала и не основного отверстия называется внесистемной. Эти посадки применяются для получения больших зазоров или натягов по сравнению с основными посадками.








