 2014-02-24
2014-02-24 575
575Управление точностью обработки применением точечных диаграмм
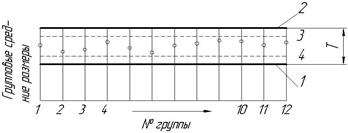
На методе исследования точности точечными диаграммами получил развитие статистический метод контроля. В процессе обработки партии деталей производится выборочный контроль, т.е. периодически берутся пробы (выборки) 2…10 деталей и групповые средние наносятся на контрольную диаграмму. Здесь кроме линий 1,2 ограничивающих допуск, проведены линии 3 и 4, называемые контрольными. Их положение определяется на основе технико-экономических расчетов. Если среднее арифметическое значение группового размера близко или выходит за контрольные прямые необходима подналадка станка. На рисунке показано, что подналадка производилась после 4-й, 6-й и 10-й выборок.
При данном методе контроля выборочной проверке подвергается лишь (5…10)% обработанных деталей.
В результате наличия переменных систематических погрешностей (главным образом износа инструмента) поле рассеяния размера деталей, порождаемое случайными факторами, перемещается из положения 1 в положение 2.Через некоторое время возникает опасность выхода некоторой части деталей за пределы поля допуска Т. Для устранения этого надо произвести подналадку станка.Важно определить время между двумя смежными подналадками. Это можно сделать, например, производя измерения обработанных деталей.








