 2014-02-24
2014-02-24 2409
2409Понятие погрешности и точности изготовления деталей
Вследствие различных влияющих факторов действительные значения геометрических, механических и других параметров деталей и изделий могут отличаться от расчетных (заданных), т. е. могут иметь погрешность.
Погрешность Dх – это разность между действительным значением хд и расчетным храсч размерами:
Dх = хд – храсч. (3.1)
Расчетным размером для валов считают наибольший предельный размер, для отверстия – наименьший предельный размер.
Точностью изготовления называют степень приближения действительных значений изделий к их заданным значениям, указанным в чертежах или технических требованиях.
Различают нормированную точность изделий, т. е. совокупность допускаемых отклонений от расчетных значений параметров, и действительную точность, т. е. совокупность действительных отклонений, определенных в результате измерения (с допускаемой погрешностью).
Допуски и отклонения, устанавливаемые стандартами, относятся к деталям, размеры которых определены при нормальной температуре + 20 °С. Погрешность измерения может возникнуть также и от местного нагрева. Например, под действием тепла руки контролера в течение 15 мин размер скобы для проверки валов диаметром 175 мм изменяется на 8 мкм, а скобы для проверки валов диаметром 280 мм – на 11 мкм.
В отдельных случаях погрешность измерения, вызванную отклонением от нормальной температуры и разностью температурных коэффициентов линейного расширения материалов детали и средства измерения, можно компенсировать введением поправки (температурной погрешности) Δl, приближенно определяемой по формуле:
Δl = l(α1Δt1 – α2Δt2), (3.2)
где l – измеряемый размер, мм;
α1 и α2 – температурные коэффициенты линейного расширения материалов детали и средства измерения, °C-1;
Δt1(Δt2) = t1(t2) – 20 °С – разность между температурой детали (средства измерений), и нормальной температурой.
В случае, если температура детали и средства измерения одинакова, но не равна 20 ºС (Δt1 = Δt2 = Δt):
Δl ≈ l Δt(α1 – α2). (3.3)
ГОСТ 25346-89 «ЕСДП. Общие положения, ряды допусков и основных отклонений» устанавливает следующие термины и определения:
1) размер – числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
2) действительный размер – размер элемента, установленный измерением с допускаемой погрешностью;
3) предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер;
4) наибольший предельный размер (Dmax – отверстия, dmax вала) – наибольший допустимый размер элемента (рисунок 3.1);
 |
Рисунок 3.1
5) наименьший предельный размер (Dmin – отверстия, dmin вала) – наименьший допустимый размер элемента (рисунок 3.1);
6) номинальный размер (D – отверстия; d – вала) – размер, относительно которого определяются отклонения (рисунок 3.1 и 3.2). Номинальные размеры вала и отверстия в посадке равны (D = d);
 |
Рисунок 3.2
7) отклонение – алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером;
8) действительное отклонение – алгебраическая разность между действительным к соответствующим номинальным размерами;
9) предельное отклонение – алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения;
10) верхнее отклонение (ES – отверстия, es – вала) – алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами (рисунок 3.2);
11) нижнее отклонение (EI – отверстия, ei – вала) – алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами (рисунок 3.2);
12) основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии (рисунок 3.3). Основные отклонения обозначают буквами латинского алфавита: прописными для отверстий (А…ZC) и строчными для валов (a…zc);
13) нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок (рисунок 3.2);
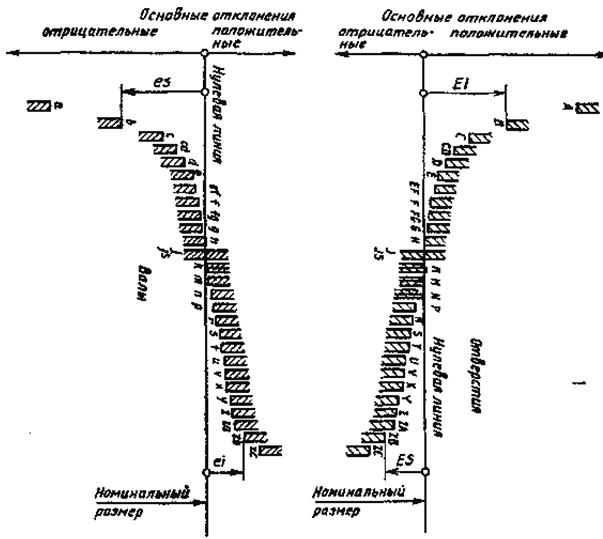
Рисунок 3.3 – Схема расположения и обозначения основных отклонений
14) допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями (рисунок 3.2). Допуск – это абсолютная величина без знака:
для отверстия: TD = Dmax – Dmin = ES – EI; (3.4)
для вала: Td = dmax – dmin = es – ei; (3.5)
16) поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 3.2). Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета, например: g6, js7, H7, H11;
17) вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы;
18) отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
19) основной вал – вал, верхнее отклонение которого равно нулю;
22) основное отверстие – отверстие, нижнее отклонение которого равно нулю.

