 2014-02-24
2014-02-24 1511
1511БАЗЫ в машиностроении
( иллюстрации )
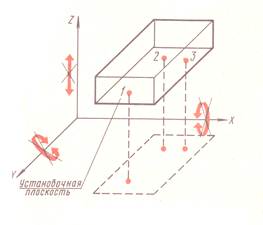
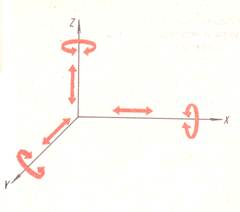
 Система координат Закрепление по горизонтали
Система координат Закрепление по горизонтали
Закрепление по вертикали Закрепление по торцу.
Рис. 1. Схема установки призматической заготовки на шесть точек.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Проектная база – база, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделия.
Действительная база – база, фактически используемая в конструкции, при изготовлении, эксплуатации или ремонте изделия.
Схема базирования – схема расположения опорных точек на базах заготовки или изделия. По ГОСТ 3.1107 – 73 установлены единые условные графические обозначения опор и зажимов, применяемые в технологической документации.
С м е н а б а з - преднамеренная или случайная замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим и измерительным базам.
П о г р е ш н о с т ь б а з и р о в а н и я – отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого.
З а к р е п л е н и е – приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании.
У с т а н о в к а - процесс базирования и закрепления заготовки или изделия.
 П о г р е ш н о с т ь у с т а н о в к и – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого.
П о г р е ш н о с т ь у с т а н о в к и – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого.
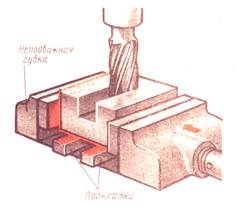
Рис. 3. Закрепление бруса в тисках
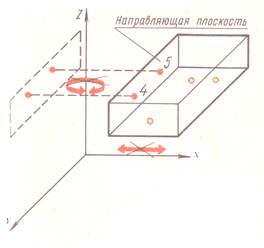
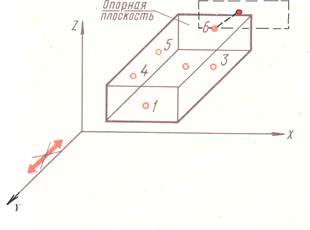
На рис.2 ХОУ – установочная база заготовки; УOZ – направляющая база (две опорных точки на поверхности наибольшей протяжённости); опорная XOZ (одна опорная точка).
 |
Конструкторские базы:
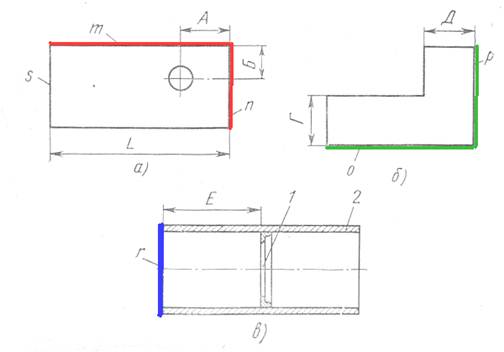
Рис. 4. Конструкторские базы:
а - плоскости т и п для отверстия детали, (s – плоскость, технологическая база); б – плоскости о и р для ступеньки детали; в – плоскость r – для установки детали 1 на детали 2.
Отдельные поверхности деталей на чертежах ориентируются размерами относительно других поверхностей. Отверстие в пластине (рис. 4) ориентировано размерами А и Б относительно плоскостей т и п; ступенька на детали (рис. 4, б) ориентирована размерами Г и Д относительно плоскостей о и р; деталь 1 в узле (рис. 4, в) закоординирована размером Е относительно плоскости r. Совокупность поверхностей, осей или точек, относительно которых закоординирована данная поверхность детали, называется её конструкторской базой.
При изготовлении деталей заготовки должны быть установлены на станок, в штамп или приспособление, на некоторые поверхности так, чтобы обрабатываемые поверхности были правильно координированы относительно обрабатывающего инструмента. Совокупность поверхностей или плоскостей, на которые деталь устанавливается при её обработке или сборке, называется технологической базой; при изготовлении деталей технологическая база называется установочной, а при сборке – сборочной.
Правило совмещения баз заключается в том, что при обработке некоторой поверхности деталь должна устанавливаться на те поверхности, относительно которых данная поверхность закоординирована, т. е. технологическая база должна совмещаться с конструкторской базой.
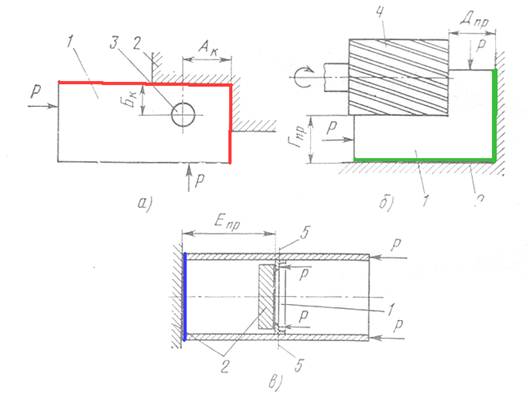 |
Рис. 5. Базирование деталей, показанных на рис. 4, с соблюдением правила единства баз:
а – в кондукторе, установленном на сверлильном станке; б – в приспособлении, установленном на фрезерном станке; в – приспособлении для сборки; 1 – деталь; 2 – базовые элементы приспособлений; 3 – ось сверла; 4 – фреза; 5 – оси заклёпок; Р – силы, прижимающие деталь к базовым элементам приспособления.
На рис. 5 показано базирование деталей при их обработке и сборке с соблюдением правила совмещения баз. В каждом случае операционная технологическая размерная цепь включает минимальное число звеньев. Для любого размера деталей операционная размерная цепь выражается двумя составляющими звеньями (см. рис. 4 и 5):

 ;
;  ;
;
 ;
;  ,
,
где А – размер по чертежу; Ак – размер кондуктора; Аш – шаблона; ак, д пр. – изменения этого размера при переносе его на деталь; ΔАк , ΔДпр. – погрешности размеров оснастки по отношению к первичным размерам; Дпр. – размер приспособления; Δал, Δ д пр. – погрешности переноса размеров с оснастки на деталь.
В уравнениях слева – размер и погрешность замыкающего звена, справа – размеры и погрешности составляющих звеньев.
Размер L (рис. 4) является расстоянием от конструкторской базы (плоскость п на рис. 4, а) до технологической базы (плоскость s); такой размер называется базисным размером.
Вывод: при несоблюдении правила совмещения баз погрешность замыкающего звена увеличивается на погрешность базисного размера.
 |
Конструкторская база в основном задаётся в идеальном виде; это может быть ось, точка, плоскость симметрии, плоскость хорд, строительная горизонталь и др. В противоположность этому технологическая база всегда должна быть материализована в конкретных поверхностях, на которые деталь должна устанавливаться при обработке.
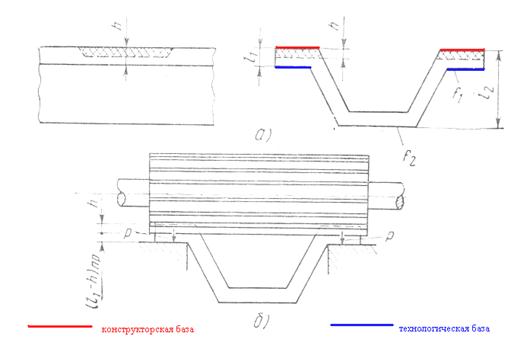
Рис. 6. Базирование стрингера при фрезеровании подсечки с наиболее точным базисным размером:
а - стрингер; б – положение стрингера при фрезеровании; l1, l2 – возможные базисные размеры; f1, f2 – возможные установочные плоскости; h – глубина подсечки.
В случае (рис. 6) невозможности совмещения баз ввиду необходимости обработки со стороны поверхности, которая является конструкторской базой. В полке стрингера необходимо фрезеровать углубление (подсечку) высотой h под стыковочную накладку. В качестве технологической базы может быть выбрана одна из плоскостей: f 1 или f 2 с базисными размерами l 1 или l 2. Из возможных базисных размеров следует выбрать наиболее точный, в данном случае необходимо взять как установочную базу плоскость f 1, так как поле допуска на толщину полки профиля l 1 значительно меньше поля допуска его габаритного размера l 2.
Первичные (черновые) базы. Первичной, или черновой, установочной базой называется база, которая используется в первой операции обработки литой или штампованной заготовки. Эта база используется только один раз для чистовой обработки поверхности; далее она будет принята в качестве основной (чистовой) базы.
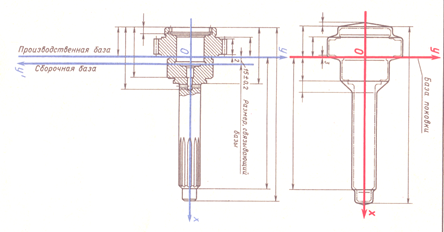
Рис. 7. Поковка вала-шестерни.
Если выполняется правило совмещения баз, то в первой операции на черновой базе обрабатывается поверхность, которая в чертеже принята как конструктивная база и относительно которой будут далее обрабатываться другие поверхности см. рис. 7 и 8.
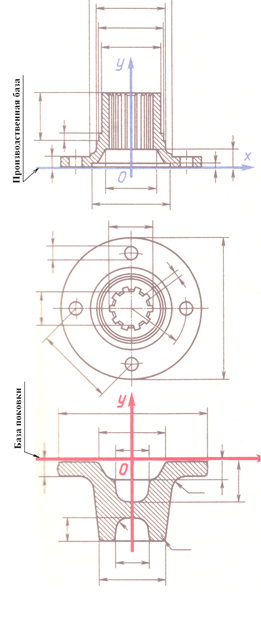
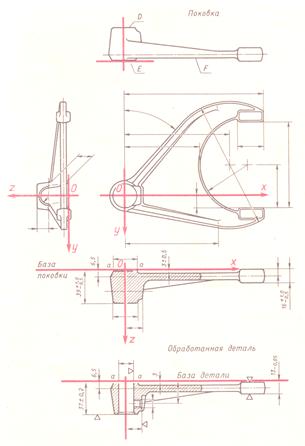
Рис. 8. Вилка переключения (штамповка).
Е – базовая плоскость, а – а торец ступицы вилки,
совпадает с производственной базой.
Рис. 9. Фланец (штамповка). Конструкторская база штамповки совпадает с производственной базой.
На рис. 7 изображена поковка вала-шестерни, и деталь с фланцем рис. 8. Детали, полностью обрабатываемые резанием при последующих операциях. База поковки совпадает с производственной базой детали; учитываются припуск на обработку и ковочные уклоны.

