 2014-02-24
2014-02-24 2074
2074Следует последовательно
Приемные испытания станков.
Роботизированные комплексы (РК).
РК могут входить в автоматизированные участки, линии, цеха. В роботизированных технологических комплексах (РТК) ПР выполняет вспомогательные операции типа «взять-положить», В роботизированных производственных комплексах (РПК) ПР выполняет основные операции техпроцесса (сборку, сварку, окраску).
Металлорежущие станки, встраиваемые в РТК, должны иметь высокую производительность, высокий уровень концентрации разнохарактерных переходов обработки, удобный доступ к рабочей зоне станка, механизмы автоматической смены инструмента. Конструкция станка должна предусматривать автоматический зажим заготовки в патроне, тисках и т.д. Специальные датчики должны контролировать правильность и надежность базирования заготовок, устройства автоматического открывания и закрывания защитных экранов; устройства обдува или обмыва базовых поверхностей приспособлений для закрепления заготовок; устройства для дробления и уборки стружки.
После изготовления или капитального ремонта станки подвергают испытаниям. Испытания проводятся на испытательном стенде или на рабочем месте в присутствии комиссии.
1. Внешний осмотр.
2. Проверка паспортных данных.
3. Испытания на холостом ходу - без нагрузки на всех режимах в течение определенного промежутка времени.
4. Испытания под нагрузкой - берут заготовку из стали и обрабатывают на всех режимах в течение определенного промежутка времени.
5. Проверка геометрической точности станка.
6. Проверка геометрической точности детали.
Во время испытаний подналадка станка не допускается, рукоятки должны переключаться без рывков и заеданий, температура на рукоятках, защищенных кожухом узлов не должна превышать допустимой. Если на каком либо этапе испытаний обнаружится несоответствие, то испытания прекращаются, назначают срок исправления и повторный срок испытаний по всем этапам.
Перед отправкой станков к потребителю их закрепляют на деревянные поддоны, покрывают консервативной смазкой, покрывают полиэтиленовой пленкой и упаковывают в деревянный ящик согласно ГОСТу. На ящике должен быть предусмотрен карман для сопроводительной документации, указываются адрес изготовителя.
Упакованные станки доставляются потребителю железнодорожным, морским и воздушным транспортом.
Скорость транспортирования и состояние дорог регламентируются ГОСТом. Перед установкой станки освобождают от упаковки и устанавливают в цехах следующими способами:
1. На пол цеха на виброопорах.
2. На ленточные фундаменты (общий фундамент залитый под ряд станков).
3. На виброопорах или на фундаментных болтах.
4. На индивидуальные фундаменты (на виброопорах или фундаментных болтах).
Способ установки и габариты фундаментов зависят от класса точности станка, его габаритов и массы.
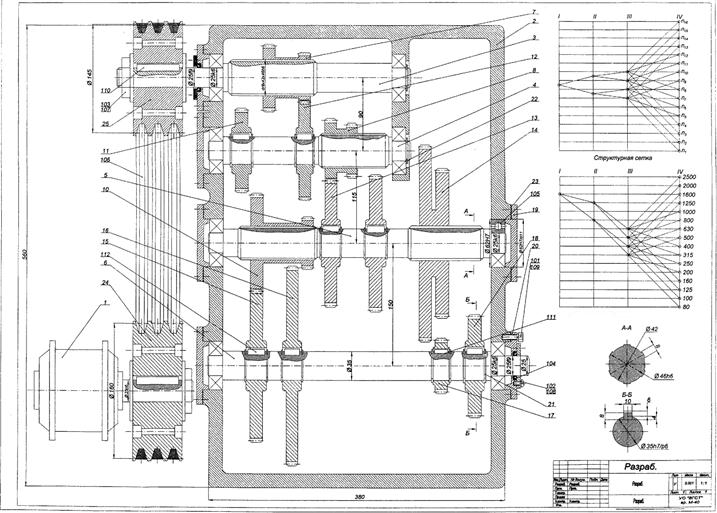
График частот вращения шпинделя








