 2014-02-09
2014-02-09 1770
1770Процесс вальцовки является одним из основных при изготовлении обечаек химической аппаратуры и заключается в последовательной деформации заготовки по всей ее длине. В процессе деформации напряжения в части волокон заготовки достигают значений предела текучести для данного материала.
В процессе вальцовки можно выделить две стадии - гибку и собственно вальцовку, представляющую по сути дела перемещение процесса гибки по периметру вальцуемой заготовки.
Рассматривая процесс гибки заготовки, на диаграмме (рис. 4. 26) можно выделить два участка: участок упругой деформации (линия ОА) и участок пластической деформации (линия АВ). Распределение напряжений по сечению заготовки показано на рис. 4.27. Очевидно, что необратимые пластические деформации в заготовке достигаются только на 2-м участке (рис. 4.27, б, в). При этом по мере уменьшения радиуса гибки усилия гибки (на среднем валке) будут возрастать за счет вовлечения все большего слоя металла в процесс пластической деформации (рис. 4.27, в).
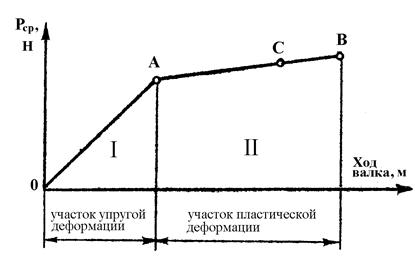
Рис. 4.26. Диаграмма нагружения при гибке
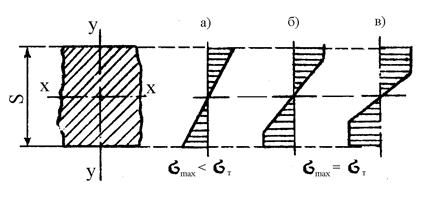
Рисунок 4.27 - Эпюры изгибающих моментов: (а - на участке I; б, в - на участке II по диаграмме рис. 4.1).
Для обеспечения движения листа ему необходимо сообщить, равную работе деформации металла, величина которой может быть вычислена по формуле:
 ,
,
где Мкр – крутящий момент на боковых валках,
ω - угловая скорость лвижения вальцуемой заготовки.
При этом максимальный крутящий момент на ведущих валках, при котором не происходит проскальзывания, определится из условия сцепления валков с листом:
 ,
,
где Dб - диаметр бокового валка;
f - коэффициент трения сцепления листа с валком;
N - сила нормального давления ведущих валков на лист.
Очевидно, что для нормального протягивания заготовки без проскальзывания необходимо, чтобы выполнялось условие:
 ,
,
Для трехвалковой листогибочной машины сила нормального давления N ограничена и определяется упругими свойствами металла (точка А на рис. 4.22), это приводит, как правило, к необходимости осуществлять вальцовку обечаек за несколько переходов, по этой же причине нельзя вальцевать пластичные металлы.
Усилие одноугловой гибки может выть приближенно определено по формуле
Р = 0,7 В S2 σв / (r +S)
где В - ширина заготовки;
r - радиус гибки.








