 2014-02-09
2014-02-09 1699
1699Литье в оболочковые формы появилось, как попытка автоматизировать изготовление разрушаемых форм. На нагретую модель, выполненную из металла, насыпается смесь песка с частицами неполимеризованного термореактивного материала (рис.3.5).
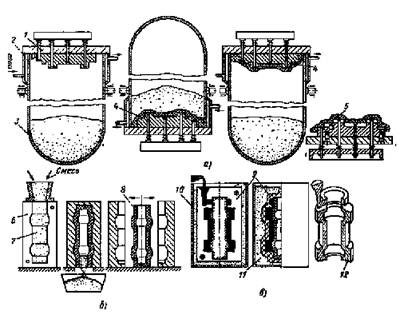
Рисунок 3.5 – Схема литья в оболочковую форму
Выдержав эту смесь на поверхности нагретой заготовки определенное время, получают слой смеси, в котором частицы пластмассы расплавились и полимеризовались, образовав твердую корку (оболочку) на поверхности модели. При переворачивании резервуара излишняя смесь ссыпается, а корка, с помощью специальных выталкивателей, снимается с модели (а). Далее, полученные таким образом оболочки, соединяют между собой склеиванием силикатным клеем, устанавливают в опоках и засыпают песком, для обеспечения прочности при заливке металла (в). Также получают керамические стержни для формирования внутренних полостей отливок (б).
Основное преимущество этого вида литья по сравнению с литьем в песчано-глинистые формы - простота автоматизации получения форм.
Но надо отметить, что таким способом невозможно получать крупногабаритные отливки, изделия особо сложной формы.
Таким способом отливают, например, радиаторы парового и водяного отопления, детали автомобилей и ряда машин.
3.2.4 Литьё по выплавляемым моделям
Обычно, трудности создания формы связаны с необходимостью извлечения модели из формы после ее уплотнения или затвердевания. Понятно, что не любая модель может быть извлечена и в ряде случаев желательно, чтобы после формовки модель как бы исчезла,"испарилась", освободив полость под заливку жидкого металла. С древнейших времен известно литье по выжигаемым моделям, когда модель, выполненная из дерева или другого органического материала, выжигалась из формы при ее прокаливании на огне. Но такой метод литья может быть оправдан только при создании уникальных художественных отливок, так как изготовление новой модели было бы чрезвычайно трудоемко.
В настоящее время модели изготавливаются из легкоплавкого материала - смеси стеарина и парафина, которая извлекается из формы выплавлением.
Изготовление модели осуществляется отливкой в специальной металлической форме 2 (рис.3.6), которая выполняется с высокой точностью и поверхность ее полируется.
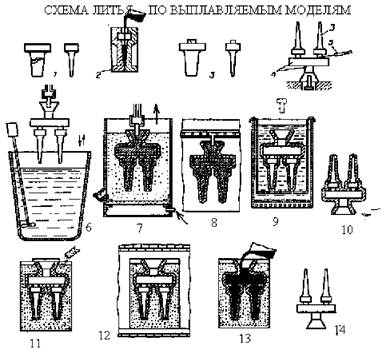 |
Рисунок 3.6 – Схема литья по выплавляемым моделям
Полученные модели (восковки) 3 собираются в куст на модель литниковой системы 4, выполненной также из легкоплавкой смеси парафинов. Сборка их весьма проста, так как они легко соединяются местным расплавлением контактных зон, что производится нагретым ножом (шпателем) 5. Полученная групповая модель погружается в суспензию, состоящую из мелкомолотого кварцевого песка и связующего (этилсиликат) 6. На поверхности модели многократным окунанием в суспензию и взвесь песка 7 и высушиванием создается толстая (4-8мм) керамическая корка. Извлечение модели из корки производят выплавлением 9 в горячей воде, а остатки парафина удаляются при последующем прокаливании формы 10. Перед заливкой металла форма устанавливается в ящик и засыпается песком 11.
Преимуществом данного вида литья является возможность получения чрезвычайно сложных по форме отливок (например, турбинных лопаток). Так как форма может быть получена из любой жаропрочной керамики, то нет ограничений по температуре плавления заливаемого металла. Высокая точность и низкая шероховатость поверхности получаемых изделий обеспечивается применением тонкодисперсных материалов для изготовления керамической формы. В основном применяется для отливки изделий из стали, жаропрочных сплавов (детали двигателестроения, турбин и т.д..). Метод не позволяет получать крупногабаритные изделия, хотя в художественном литье возможности метода при создании уникальных изделий неограничены. В этом случае модель (восковку) изготавливает художник вручную.








