 2014-02-09
2014-02-09 490
490Таблица 6.1
| Название и состав | Термо- | Скорость резания | Область применения, |
| стойкость, | при точении стали | время изобретения и | |
| °С | 45, м/мин | использования | |
| Углеродистые | 150...200 | <5 | Инструмент слабо |
| Инструменталь- | нагревающийся в | ||
| ные стали (У8- | процессе работы: | ||
| У13) | напильники, зубила, | ||
| (С 0,8-1,3%) | деревообрабатывающи й инструмент. С неизвестных времен по настоящее время/ | ||
| Инструменталь- | 200...300 | <8 | Для инструментов, |
| ные легирован- | работающих при | ||
| ные стали | малых скоростях | ||
| ХВГ,9ХС, Х6ВФ и | резания: протяжек, | ||
| др. | разверток, метчиков, | ||
| С 0,8-1,5%, | деревообрабатывающе | ||
| легированы | го инструмента. | ||
| хромом, марган- | Применяется с 19 века | ||
| ¦цем, ванадием, | по настоящее время. | ||
| моли-бденом, | |||
| вольфрамом | |||
| и др, элементами. | |||
| Быстрорежущие | 600...700 | <30 | Инструмент сложной |
| стали Р18,Р6М5, | формы: фрезы, сверла, | ||
| Р18Ф2К8М и др. | фасонные резцы и т.д. | ||
| Легированы | С конца 19 века по | ||
| вольфрамом, | настоящее время | ||
| молибденом, | |||
| хромом, ванадием, | |||
| кобальтом | |||
| Металлокерамиче- | 800...1000 | <100 | Основная масса |
| ские твердые | режущего | ||
| сплавы. Получены | инструмента. | ||
| Методом | Применяются с 20-х | ||
| порошковой | годов 20 века по | ||
| металлургии и | настоящее время | ||
| состоят из | |||
| карбидов | |||
| вольфрама, | |||
| карбидов титана, | |||
| карбидов тантала. | |||
| Связка - обычно | |||
| кобальт. | Резцы для чистового | ||
| Минералокерами- | 1100... | <300 | точения при |
| ка (ЦМ332, | отсутствии ударных | ||
| ВОК60 и др). | нагрузок. Данные | ||
| Состав:Al2O3 + | материалы весьма | ||
| карбиды и оксиды | твердые, но чрезвы- | ||
| др.металлов. | чайно хрупкие. Применяются с 50-х годов 20 века по н.в. | ||
| Поликристалличес | <600 | Резцы для обработки | |
| кие | цветных сплавов, | ||
| искусственные | особо твердых | ||
| алмазы | материалов. Применяются с 60-х годов 20 века по н.в. | ||
| Поликристаллы | <600 | ||
| кубичческого | Резцы и резцовые | ||
| нитрида бора- | вставки фрез для | ||
| ЭЛЬБОР, | обработки сталей, в | ||
| КОМПОЗИТ | том числе закаленных. Применяются с 70-х годов 20 века. |
Инструментальные материалы достаточно дороги, поэтому инструмент изготавливают обычно составным, выполняя из инструментального материала только режущую часть, которая соединяется с остальной частью (корпусом,державкой...) с помощью сварки, пайки или механического крепления (рис.6.3).
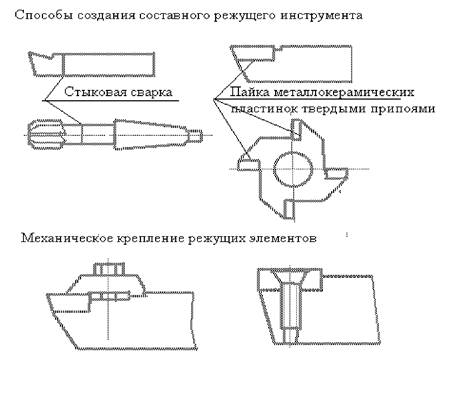
Рис.6.3
Оборудование для обработки резанием - металлорежущие станки, в зависимости от кинематики движения инструмента и заготовки подразделяется на 10 групп, среди которых основными являются:
- токарные;
- сверлильные и расточные;
- фрезерные;
- шлифовальные и заточные;
- строгальные, долбежные и протяжные;
- зубообрабатывающие;
Основное требование к станку - точность реализации заданной кинематики
движений. Так как в процессе резания на инструмент и заготовку действуют
значительные усилия, то станок должен обладать существенной жесткостью,
иначе точность получаемой поверхности будет ухудшаться. Станки
выполняются поэтому достаточно массивной конструкции, а их подвижные
элементы выполняются с высочайшей точностью. Легко представить, что если,
например, направляющая поверхность станка, обеспечивающая
прямолинейность движения резца, не достаточно прямая, то и все детали, получаемые на этом станке, будут иметь соответствующий дефект.
В процессе движения режущего клина в материале заготовки могут возникать автоматически поддерживающиеся колебания, нарушающие нормальный ход процесса и приводящие к ухудшению точности и шероховатости поверхности, а, в ряде случаев, и к разрушению инструмента. Поэтому важнейшей характеристикой металлорежущего станка является виброустойчивость.
Металлорежущий станок должен также обеспечивать выбор управляющих параметров процесса во всем возможном диапазоне их изменения.








