 2014-02-09
2014-02-09 7394
7394ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРОЧНЫХ УЧАСТКОВ И ПОТОКОВ
Технологический процесс представляет собой перечень технологических операций обработки деталей, сборки их в изделие, обработки и отделке изделия, методике производства.
Сборка основных наружных деталей сумок характеризуется способом изготовления, методом крепления, видом обработки наружных краев деталей, видом шва, дополнительными деталями, входящими в шов.
Важной характеристикой изготовления изделий является метод крепления деталей.
Различают три основных метода крепления: ниточный, клеевой, сварку токами высокой частоты (ТВЧ) — сварной.
Детали можно скреплять также заклепками и оплеткой.
Наиболее распространенным методом крепления является ниточный.
Ниточный метод крепления универсален, прочен, обеспечивает хороший внешний вид изделия, производителен.
Клеевой метод крепления не имеет такого распространения, как ниточный. При изготовлении сумок клеи применяют в основном на вспомогательных операциях. Иногда используют клеевой метод как основной для соединения деталей корпуса женских сумок из кожи.
Сваркой скрепляют термопластические материалы, т. е. те, которые способны размягчаться при нагревании. При сварке ТВЧ обеспечивается соединение материалов при повышенной температуре и давлении с помощью резаков-электродов. Достоинством сварного метода соединения деталей является высокая производительность.
Она достигается в результате того, что детали соединяются не последовательно по периметру, а параллельно по всему контуру.
Сварку ТВЧ в производстве сумок применяют для скрепления основных деталей корпуса (сумки детские, пляжные), вспомогательных целей (разметка, проварка линий строчки и перегиба, отделка краев деталей, обработанных в обрезку или взагибку), для нанесения декоративных элементов.
Следующим фактор - вид (или конструкция) шва.
Для соединения деталей изделий указанными выше способами применяют несколько видов швов, основными из которых являются:
- тачной — детали складывают одноименными сторонами и прострачивают (сваривают, склеивают) по краю. Этот вид шва применяют как при выворотном, так и при невыворотном способе изготовления изделий;
- выворотный—детали складывают изнаночными сторонами, первую строчку выполняют, как при тачном шве, а вторую — с лицевой стороны после выворачивания сшитых деталей. Такой шов используют только при выворотном способе изготовления изделий из мягких тонких материалов. Он требует значительного припуска на соединение деталей, но исключает дополнительную обработку краев;
- накладной — одну деталь накладывают на другую так, чтобы их лицевые стороны были направлены в одну сторону и первая деталь заходила на другую на определенную величину. Этот вид шва применяют при невыворотном способе изготовления изделий, а также для крепления клапанов, карманов, накладок и других узлов и деталей. Накладной шов используют при ниточном, клеевом и сварном методах крепления деталей;
- переметочный — стежки проходят через края скрепляемых деталей. Строчка может выполняться зигзагообразно. Переметочный шов используют для отделки краев деталей, а в некоторых случаях для скрепления основных деталей оплеткой.
Самый распространенный шов - тачной. Для его укрепления часто применяют дополнительную деталь — кедер, который делает соединение жестче и одновременно улучшает внешний вид изделия. При тачном шве (с кедером и без) применяют также окантовку.
При сборке деталей изделий применяют два основных способа — выворотный и невыворотный.
Выворотный способ заключается в том, что основные детали корпуса изделия складывают лицевыми сторонами и скрепляют по изнаночной стороне с последующим выворачиванием скрепленного корпуса.
Невыворотный способ характеризуется тем, что основные детали корпуса изделия складывают изнаночными сторонами и скрепляют по лицевой стороне.
Выворотный способ прост и производителен, так как в большинстве случаев не требует дополнительной обработки краев деталей. Края соединенных деталей корпуса располагаются внутри сумки и закрыты подкладкой. При изготовлении изделий без подкладки внутренние швы окантовывают.
Выворотный способ обусловливает использование такого материала, на котором не остается заломов и вмятин в процессе выворачивания изделия. Выворотным способом нельзя соединить жесткие детали, так как узел из таких деталей невозможно вывернуть.
Невыворотный способ более трудоемок, если необходима предварительная или последующая обработка видимых краев изделия.
Однако для изготовления изделий из жестких материалов, а также для соединения некоторых конструкций деталей невыворотный способ является единственно возможным. Например, при сборке сумки с многоскладочным клинчиком целесообразен невыворотный способ, так как конструкция клинчика и наличие внутренних перегородок затрудняют применение другого способа.
При невыворотном способе возможны два вида обработки наружных краев изделия и отдельных деталей: загибка и обрезка с последующей отделкой.
Обработка края взагибку — наиболее сложный технологический процесс, который обеспечивает высокое качество изделия. Различают одно- и двустороннюю загибку.
При односторонней загибке только одна из двух соединяемых деталей имеет припуск на загибку. Края детали с припуском можно загнуть двумя способами: первый — односторонняя наружная загибка, при которой край детали с припуском на загибку загибают на обрезной край другой детали и прострачивают; второй — односторонняя внутренняя загибка, при которой край детали с припуском загибают и скрепляют с другой деталью.
Первый способ чаще применяют при соединении основных деталей корпуса, второй — при соединении дополнительных деталей.
При двусторонней загибке края обеих деталей имеют припуск на загибку. В этом случае края деталей загибают и соединяют.
Указанные способы обработки требуют высокой точности выполнения операций для получения ровного края изделия. Более высокое качество загибки получают при сборке изделий жесткой конструкции, т. е. при изготовлении деталей с прокладкой из картона или плотной бумаги.
Двусторонней загибке трудно поддаются детали из искусственных кож, обладающих большой упругостью. Края деталей из натуральной кожи большой толщины перед загибкой утоняют.
Края деталей из жестких материалов большой толщины и упругости обрабатывают в обрезку и собирают детали невыворотным способом.
Этот способ требует дополнительной обработки наружных краев изделий или деталей, который может быть выполнена путем: окрашивания обрезного края краской в цвет материала или гармонирующей с ним; прокладывания между соединяемыми деталями Т-образного профилированного кедера; оплетания края изделия или детали узкими полосками кожи, профилированной лентой или ПВХ-жилкой; окантовывания синтетической или текстильной лентой, полоской из кожи, ткани, пленочных, искусственных или синтетических материалов.
Детали окантовывают несколькими способами:
- окантовочной полоской или лентой огибают края соединяемых деталей и прострачивают (рис.65, а);
- край окантовочной полоски совмещают с краями соединяемых деталей и прострачивают. Затем полоску отворачивают, огибают ею края деталей и прострачивают второй строчкой (рис.65, б);
- окантовочную полоску подгибают с одного края, огибают ею края соединяемых деталей и прострачивают (рис.65, в);
- окантовочную полоску или ленту накладывают на сложенные детали изделия и пристрачивают двумя строчками (рис.65, г, д).
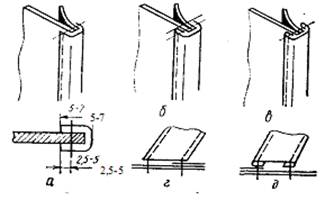
Рисунок — Способы окантовывания обрезных краев деталей сумок
Первыми тремя способами окантовывают края основных деталей корпуса. Их удобно выполнять с помощью направителей — приспособлений к швейным машинам.
Четвертый способ применяют для дополнительной отделки каких-либо деталей (например, карманов или краев деталей), соединяемых застежкой-молнией. Края окантовочной полоски при этом предварительно можно загибать.








