 2014-02-09
2014-02-09 1953
1953При резке продукцию необходимо удерживать в неподвижном положении. Для этих целей в резальных машинах применяют механизм прижима, который должен уплотнить обрезаемую продукцию и удерживать ее в течение всего процесса обрезки, вплоть до подъема ножей в исходное положение.
Механизмы прижима могут быть жесткими и упругими. В жестких механизмах прижим во время обрезки остается неподвижным и не опускается вместе со стопой, если она дополнительно сжимается ножом. В упругих механизмах прижим опускается вслед за деформируемой ножом стопой и удерживает ее в течение всего процесса резания с усилием, почти не изменяющимся по величине.
Следовательно, упругие системы более технологичные, чем жесткие, достоинством которых является только относительная простота устройства. Поэтому жесткие прижимы применяются на машинах с менее высокими требованиями к точности обрезки.
В современных резальных машинах применяются, как правило, упругие механизмы прижима. Они подразделяются на пружинные и гидравлические, в которых усилие прижима стопы обеспечивается за счет деформации пружинных элементов, входящих в кинематическую схему механизма, или за счет работы гидравлических устройств.
Упругие системы прижима должны работать так, чтобы наибольшее давление прижима создавалось до начала врезания ножа в стопу и в процессе резания сохранялось постоянным.
Наиболее перспективными являются гидравлические системы прижима, в которых достаточно просто и с высокой точностью регулируется движение в довольно широких диапазонах.
Достоинством пружинных механизмов является их небольшая стоимость и простота конструкции. Однако регулировать усилие прижима у них очень трудно: большие затраты времени и физических усилий для изменения предварительного натяжения пружин. Обычно пружинные механизмы применяются для машин малого формата.
Механизм прижима должен плавно опускаться на стопу и зажимать ее не сдвигая листов или блоков. Наиболее неблагоприятные условия у верхних слоев стопы: они лежат на мягком основании, больше всего прогибаются и вытаскиваются из-под прижима ножом. Именно поэтому усилия прижима должны достигать своего максимального значения до начала резания, чтобы сжать стопу и уплотнить основание под разрезаемыми листами.
Справочно: усилие прижима не должно превышать значения 40 H/мм.
Удельное усилие прижима, как и удельное усилие резания, измеряется в H/мм. Отсюда
 ,
,
где Q – сила давления на стопу (H); q – длина линии резания (мм); L – удельное давление прижима (H/мм).
Величина удельного давления q в зависимости от удельного усилия резания находится в соотношениях:
q = (1,3 – 1,8) p – для жестких систем;
q = (0,8 – 1,3) p – для упругих систем,
где p – удельное усилие резания.
Эти соотношения справедливы при ширине балки прижима от 80 до 150 мм.
В трехножевых машинах блоки зажимаются практически по всей поверхности.
На рис. 14 приведена кинематическая схема пружинного механизма одноножевой резальной машины.
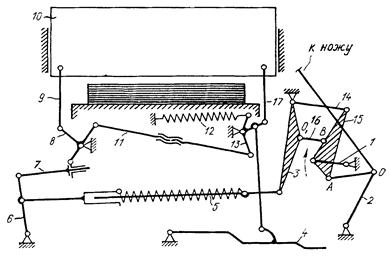
Рис. 14. Кинематическая схема пружинного механизма одноножевой резальной машины
Механизм прижима приводится в действие при помощи кривошипа 1, вращение которого передается шарнирному восьмизвенному механизму, работающему с остановками. Первоначальное движение точки А будет совпадать с окружностью, центром которой является точка О. При этом рычаг 2 остается неподвижным, а звенья 15 и 16 опускают прижим через звено 3, которое связано шарниром и блоком пружин 5 с качающимся рычагом 6. Двигаясь по часовой стрелке, рычаг 6 штоком 7 заставляет поворачиваться первый трехплечий рычаг 8, связанный тягой 11 с правым трехплечим рычагом 13. Тяги 9 и 17 опускаются, и вместе с ними опускается на стопу балка прижима 10, растягивая блок пружин 5. Как только стопа будет зажата, точка В начнет двигаться по окружности с центом в точке О1 и прижим остановится. В то же время траектория точки А перестает совпадать с центром О и нож начинает опускаться.

Рис. 15. Принципиальная кинематическая схема механизмов прижима в трехножевых резальных машинах
Подъем балки прижима осуществляется пружиной 12, правый конец которой соединен с рычагом 13, а левый закреплен на станине. Параллельность прижима и стола регулируется составной тягой 11. Для проверки правильности установки стопы по отношению к линии резания, а также для удобства резки по меткам, прижим опускается при помощи педали 4, а поднимается пружиной 12. При вращении кулака 1 ролик опускается, так как радиус кулака 1 уменьшается, а трехплечий рычаг 6 поворачивается по часовой стрелке. Составная тяга 8 опускает ползун 9 и прикрепленный к нему главный прижим 10. Когда прижим 10 ляжет на стопу, ролик останавливается и отрывается от кулака 1. Пружины 4 через звенья 2 и 3 и последующую рычажную систему передают силу давления прижиму 10.
Гайка 7, изменяющая длину составной тяги 8, регулирует свободный ход прижима 10 до стопы, а гайка 5 регулирует предварительное натяжение пружин 4 и тем самым силу давления прижима 10.








