 2014-02-09
2014-02-09 724
724Важнейшим вопросом при создании САПР после формализации процесса проектирования является вопрос отображения проектно-конструкторской деятельности инженеров в ПО. Общий процесс проектирования САПР:
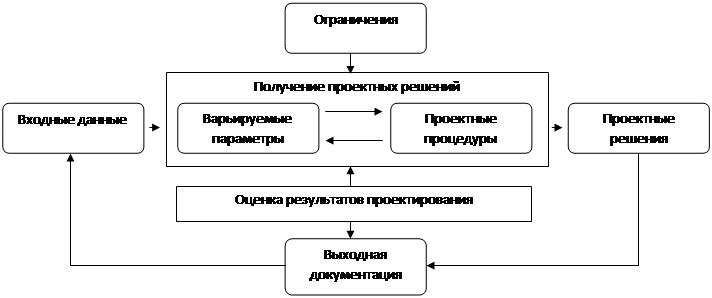
Рис 1. Схема процесса автоматизированного проектирования.
Эта схема отображает элементарную ячейку проектно-конструкторского процесса, из цепочки которых состоит реальный автоматизированный процесс. Все системы проектирования, создаваемые с помощью современных средств ВТ являются автоматизированными. Важнейшую роль в этих системах играет человек-инженер, разрабатывающий проект новых технических средств. Человек с САПР решает все неформализованные проектные задачи и задачи планирования работ. Основным блоком в схеме процесса автоматизированного проектирования является блок проектных решений.
В зависимости от полноты формализации наших знаний в конкретной предметной области, проектное решение может быть выполнено автоматически или в интерактивном режиме. На основе входных данных и ограничений блок изменяет варьируемые параметры для получения приемлемых проектных решений. Результаты проектирования должны быть представлены в виде, удобном для восприятия человеком. Если проектное решение утверждается, то оформляется требуемая выходная документация. В интерактивном режиме проектирования инженер непосредственно участвует в ходе решения задач, воздействую на выбор факторов решения и уточняя независимые переменные. На основании изложенного, модель ПО автоматизированной проектной процедуры можно представить схемой на рис. 2.
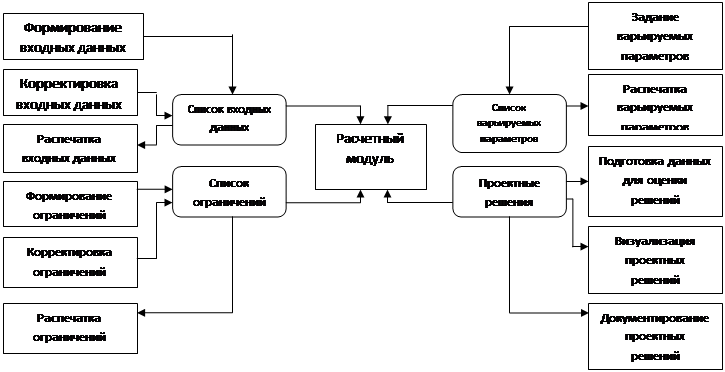
Рис 2. Модель ПО проектной процедуры в САПР.
Обобщенная модель ПО проектной процедуры имеет ряд составляющих и списки данных. В общем виде каждая составляющая должна реализовываться своим программным модулем. Назначение модуля формирования входных данных состоит в создании списка этих данных для проектирования и его контроля при вводе в систему. Структура и формат списка входных данных зависит от содержания проектной процедуры (расчетного модуля). Необходимо предусмотреть существование нескольких версий списка входных данных, которые с заданными именами хранятся на участках магнитного диска. Структура списка данных определяется разработчиком САПР и формируется либо в диалоговом режиме пользователя, либо генерируется автоматически предыдущими проектными процедурами. Программный модуль корректировки входных данных предусматривает редактирование, потребность в котором возникает из-за ошибок пользователя при вводе данных, обнаруживаемых при контроле, а также при необходимости их уточнения в результате анализа и оценки проектных решений. Для обеспечения тщательного контроля САПР предусматриваются программные средства для визуализации списков данных. В общем случае необходимо иметь возможность получения нескольких видов распечатки списков данных: двоичные, десятичные, символьные, табличные, по записям. Для реализации различных требований пользователя распечатка может выводится на экран дисплея или АЦПУ. Программные модули формирования, корректировки и распечатки ограничений функционируют аналогично. Структура и формат ограничений зависят от проектного модуля, но они существенно меньше подвержены изменениям, чем структура и формат исходных данных. Создание и контроль списка варьируемых параметров осуществляется программными модулями их задания и распечатки. Расчетный модуль ПО процесса проектирования предназначен для автоматического выполнения ЭВМ всех тех операций проектной процедуры, которые удалось полностью формализовать. Получаемые варианты проектных решений обрабатываются программным модулем подготовки данных для оценки решений и передается модулю визуализации. Связь между различными программными модулями проектной процедуры и взаимодействие данной проектной процедуры с другими происходит через общую память. Это позволяет осуществлять интерактивный автоматизированный процесс проектирования с сохранением множества различных версий как входных данных, так и проектных решений. Для выполнения требований принципа рациональной связи САПР с окружающей средой при проектировании ПО следует стремиться к тому, чтобы список входных данных был результатом предыдущих проектных процедур или модулей. В комплекс средств АПР входит также информационное обеспечение. Целью его создания является разработка информационной системы, позволяющей правильно и быстро решать проектные задачи.
Основные требования информационного обеспечения САПР:
1. Наличие необходимой информации для обеспечения как автоматизированных, так и ручных процессов проектирования;
2. Возможность хранения и поиска информации;
3. Достаточный объем хранилища информации;
4. Достаточное быстродействие системы;
5. Возможность быстрого внесения изменений и корректировки информации.
При создании информационного обеспечения САПР основная проблема заключается в преобразовании информации, необходимой для выполнения проектно-конструкторских работ над определенным классом объектов. Типовыми группами данных информационного обеспечения АПР являются:
¾ классификаторы и таблицы соответствия;
¾ научно-техническая и расчетно-проектная информация.
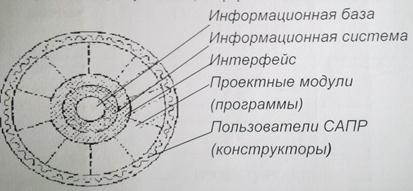
Рис 3. Схема информационного обеспечения САПР.
Сложность разработки БД, из которой состоит информационная система, обусловлена тем, что формирование ее структуры возможно только после разработки алгоритмов проектирования. Степень разработки алгоритмов должна быть доведена до машинной реализации, так как структура БД должна учитывать специфику процесса АПР. Для разработки пакета прикладных программ необходимы сведения о структуре БД. Следовательно, информационное обеспечение и специальное ПО САПР должны создаваться параллельно. Информация, используемая при проектировании должна быть разделена на статическую и динамическую.
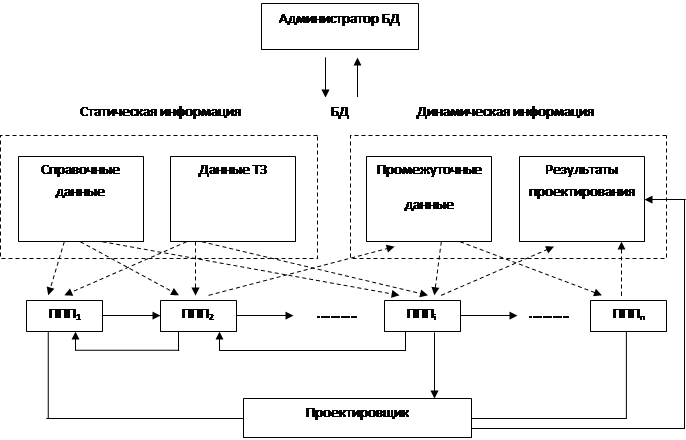
Рис 4. Схема информационных потоков в САПР.
26 марта 2012г.
Тема: «Технологии производства полупроводников».
 Технология полупроводниковой электроники началась в 1948г., когда были созданы биполярные транзисторы на основе германия; это были точечные транзисторы, которые создавались с помощью контакта с кристалом полупроводника и двух острозаточенных проволочек.
Технология полупроводниковой электроники началась в 1948г., когда были созданы биполярные транзисторы на основе германия; это были точечные транзисторы, которые создавались с помощью контакта с кристалом полупроводника и двух острозаточенных проволочек.
Недостатки: нестабильность точечных контактов, низкая механическая прочность и индивидуальность сборки.
В 1949-1950гг. были созданы первые германиевые и кремниевые сплавные приборы.
В сплавном приборе с одной или с двух сторон пластинки полупроводника вплавлены электроды, под которыми находятся слои рекристаллизованного кремния, легированного материалом самого электрода или примесью.
Для кремния p-типа в качестве электронного материала обычно используется алюминий, для кремния n-типа — олово, легированное фосфором.
В 1950г. была сделана попытка получения транзистора с более тонкой базой, для увеличения быстродействия путём управляемого вытягивания слитка кремния из расплава.
Изменяя режим вытягивания, или вводя в нужный момент легирующую примесь, получили транзистор с толщиной базы в 5 мкр.метра. Эта технология не прижилась из-за сложности и низкой контролируемости параметров.
В 1953 году заменили метод вплавления на диффузию — процесс, идущий в твердой фазе, который позволил резко расширить возможности технологии. В результате появилась возможность создавать транзисторы с толщиной базы 0.2–0.3 мкр.метра.
Однако способов получения переходов с малыми размерами и сложными конфигурациями в то время еще не был создан. Если в глубине p—n переходы формировались с высокой точностью, то для ограничения их площадей использовалось травление с довольно грубой защитой. Создаваемые таким образом структуры приобрели название мезо-структуры (мезо (греч.) — стол), и имели размеры сторон не менее 500 мкр.метров. Это ограничивало частотные свойства и быстродействие.
В 1957г. были проведены работы по локализации примесей в кремний. Тогда был получен слой двуокиси кремния SiO.2, выращенный на поверхности кремния путем высокотемпературного нагрева в окислительной среде. Это являлось хорошей маской от проникновения большинства примесей (своего рода диэлектрический слой).
В 1958 появилась фотолитография. С ней связана планарная технология. Метод фотолитографии заключается в том, что на поверхности окисленного кремния наносят слой светочувствительного и кислотостойкого состава, в котором образуют рисунок в виде окон необходимой конфигурации.
Окись в окнах удаляют травлением (плавиковой кислотой), и создают таким образом маску, защищающую поверхность от диффузии примеси.
Позже планарная технология объединила в себе метод диффузии, метод маскировки и метод фотолитографии.
Изготавливаемые по данной технологии назвали планарными потому что все p—n переходы выводятся на одну плоскость, благодаря чему возникла возможность формирования на монокристалле нескольких транзисторов, соединенных между собой в схему.
Для планарных приборов используется эпитаксиальное наращивание кремния, сущность которого заключается в том, что на пластине полупроводника (подложке) выращивается слой кремния, составляющий с подложкой единый монокристалл, но отличающийся от последней типом и величиной проводимости.
Это позволило создавать приборы с малым сопротивлением насыщения и высокими пробивными напряжениями.
5 апреля 2012г.
…//продолжение
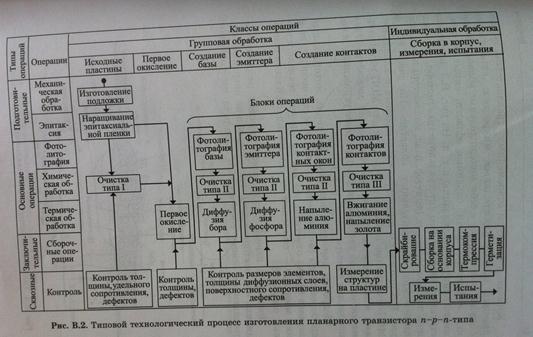
Технологический цикл изготовления планарных приборов включает в себя от 250 операций для транзисторов, и 1500 для интегральных схем. Наиболее общая классификация технологических операций включает в себя групповую и индивидуальную обработку изделия. Чем больше удельный вес групповых операций, тем лучше технико-экономические показатели определенного технологического метода.
Групповая обработка обеспечивает высокую производительность; снижается разброс параметров приборов и увеличивается процент выхода годных изделий.
Особенностью планарной технологии является повторяемость однотипных технологических операций.
Методы контроля чистоты поверхности пластин.
В процессе резкой шлифовки пластины полупроводниковых материалов загрязняются различными органическими веществами (чаще всего жиры), что значительно сказывается на скорости травления.
Поверхностные загрязнения классифицируются на следующие виды:
1. Физические или механические.
2. Молекулярные.
3. Ионные загрязнения.
4. Атомные загрязнения.
Физические.
К ним относятся пыль, волокна, абразивные частицы. Их наличие приводит к неравномерности травления.
Молекулярные.
Природные или синтетические воски, смолы и растительные масла.
Ионные.
Это остатки щелочных или кислотных растворов. Они вызывают нестабильность характеристик приборов, при попадании в слои окисла кремния.
Атомные.
Это тяжелые металлы — золото, серебро, медь. Они вызывают паразитные емкости
Для успешной очистки пластины необходимы соответствующие методы контроля загрязнения. Наиболее точные методы контроля требуют сложной и уникальной аппаратуры и длительных экспериментов, что невозможно выполнить непосредственно в процессе проведения технологических операций. Тем не менее, необходим постоянный контроль частоты как поверхности пластин, так и технологических сред (воды, газов, кислот, растворителей).
Существуют методы прямого и косвенного контроля.
К прямому относятся:
1. Наблюдение пластины в темном или светлом поле микроскопа.
2. Наблюдение пластины в косом свете.
3. Люминесцентный метод (под влиянием ультрафиолетовых лучей).
4. Метод, основанный на смачивании. (либо погружение пластины в чистую воду, либо наблюдение рисунка изморози).
Наиболее точным косвенным методом является радиохимический метод. Определяется количество абсорбированных радиоактивных изотопов по их поверхности. Для этого снимаются спектры излучения образца, и сравниваются со спектрами отдельных эталонных препаратов.
Процесс травления состоит из нескольких этапов:
Реагент должен приблизиться к поверхности пластины, абсорбироваться на ней и вступить с кремнием в химическое взаимодействие.
Образовавшимся продуктам реакции необходимо деабсорбироваться с поверхности, а затем удалиться в объем раствора.
Доставка молекул из объема травителя к поверхности пластины — диффузионный процесс, скорость которого равна Vд=Кд (С-С')
Кд — коэффициент диффузии молекул травителя.
Скорость травления определяется скоростью химической реакции
V=(Кд*Кр*exp(-E/KT))/Кд+Кр*exp(-E/KT)
Кремний является довольно инертным материалом, что объясняется наличием окисной пленки на его поверхности. В состав травителя для кремния вводят плавиковую кислоту. Для объяснения саморастворения кремния существуют две теории: химическая и электрохимическая.
Химическая теория — травитель должен содержать два компонента:
1. Окислитель (азотная кислота).
2. Растворитель окисла (плавиковая кислота).
Электрохимическая теория предполагает, что поверхность полупроводника является энергетически неоднородной. В результате на ней могут возникать пространственно разделенные участки микрокатодов и микроанодов.
Основными катодными реакциями для кремния являются: определение водорода и восстановление молекул окислителей. Процесс может идти с захватом электронов из зоны проводимости или валентной зоны (равносильная инжекция дырок на поверхности кремния).
Анодный процесс определяется разрывом связи кристаллической решетки. На разных участках поверхности он проходит с различной скоростью.
В местах выхода дислокации и других нарушениях решетки анодный процесс протекает более интенсивно.








