 2014-02-09
2014-02-09 1445
1445РАЗДЕЛКА СЛИТКОВ И ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ.
После устранения поверхностных дефектов на металле его можно подвергнуть разделке на мерные заготовки для последующей обработки.
Разделку металла на заготовки осуществляют кузнечной рубкой, резкой на пресс-ножницах, газово-кислородной резкой, резкой на дисковых и ножовочных
пилах и токарных станках, анодно-механической резкой, холодной ломкой, рубкой в специальных штампах и др. [1,3,5].
В производственной практике наибольшее распространение получили три первых способа разделки.
Кузнечная рубка относится к основным операциям свободной ковки. Она будет подробно рассмотрена позднее в отдельном разделе.
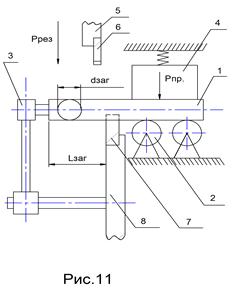 Резка на пресс-ножницах представлена схемой на рис. 11. Заготовка 1 диаметром d ЗАГ по рольгангу 2 подается до упора 3 в размер l ЗАГ. Прижимом 4 заготовка прижимается к нижнему ножу 7, закрепленному на столе пресс-ножниц 8. При ходе ползуна ножниц 5 вниз верхний нож 6 осуществляет отрезку заготовки заданных размеров.
Резка на пресс-ножницах представлена схемой на рис. 11. Заготовка 1 диаметром d ЗАГ по рольгангу 2 подается до упора 3 в размер l ЗАГ. Прижимом 4 заготовка прижимается к нижнему ножу 7, закрепленному на столе пресс-ножниц 8. При ходе ползуна ножниц 5 вниз верхний нож 6 осуществляет отрезку заготовки заданных размеров.
Качественное осуществление процесса резки на пресс-ножницах будет иметь место в случае выполнения следующих обязательных условий.
1. Назначение оптимального зазора между верхним и нижним ножами, равного D ОПТ=(1–3%)· d ЗАГ/100%. При этом:
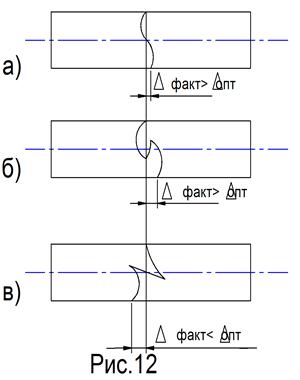 а) если фактический зазор между ножами будет равен оптимальному (DФАКТ=DОПТ), то плоскости скола, образующиеся в металле прутка от верхнего и нижнего ножей пресс-ножниц, совпадают, образуя гладкую плавную плоскость (рис.12а);
а) если фактический зазор между ножами будет равен оптимальному (DФАКТ=DОПТ), то плоскости скола, образующиеся в металле прутка от верхнего и нижнего ножей пресс-ножниц, совпадают, образуя гладкую плавную плоскость (рис.12а);
б) при большом зазоре между ножами (DФАКТ>DОПТ) в плоскости среза прутка появляется заусенец (рис.12б);
в) при малом зазоре между ножами (DФАКТ<DОПТ) в плоскости среза прутка появляется своеобразная «нашлепка» металла (рис.12в).
Наличие заусенца или «нашлепки» в плоскости среза заготовок при дальнейшей их ковке (торцовой осадке) может привести к браку поковок.
2. Выбор профиля режущей кромки ножа, соответстветствующего профилю разрезаемого проката. В частности, при резке проката круглого поперечного сечения радиус закругления режущей кромки ножей следует выбирать, руководствуясь рекомендацией R =(1,05-1,10)· d ЗАГ/2 (рис. 13). Если радиус режущей кромки ножа будет меньше указанной величины, то на прутке и заготовке останутся следы боковых закусов, а если радиус будет больше, то заготовка в плоскости реза будет иметь существенно искаженный (раздавленный) профиль.
3. Выбор температуры нагрева разрезаемого прутка в зависимости от его материала (вида стали) и размеров поперечного сечения. Повышенная температура предотвращает появление торцовых трещин в плоскости разреза прутка и несколько снижает потребное усилие резки. Рекомендуемые значения температуры нагрева представлены в табл. 5.1.
Таблица 5.1
Рекомендуемая температура нагрева
| Виды сталей по содержанию углерода и легирующих компонентов | Диаметр или сторона профиля прутка, мм | |
| до 50 | св. 50 | |
| Малоуглеродистые стали | Без подогрева | |
| Среднеуглеродистые и низколегированные стали | 450-500°С | 500-550°С |
| Высокоуглеродистые и среднелегированные стали | 500-550°С | 550-600°С |
| Высоколегированные стали | 550-600°С | 600-650°С |
4. Выбор пресс-ножниц по номинальной силе, соответствующей диаметру разрезаемого прутка. Отечественной промышленностью предусмотрен выпуск пресс-ножниц номинальной силой Р Н = 400–16000 кН (ГОСТ 8248-80) для резки прутков диаметром = 40–250 мм при временном сопротивлении разрыву разрезаемого материала sВ=450МПа (табл. 5.2).
В случаях, когда sВ = sХ¹450МПа, необходимо осуществлять пересчет диаметра разрезаемого прутка по формуле [1]:
 , (1)
, (1)
где d Х – искомый диаметр прутка при сопротивлении разрыву материала sХ, мм; d 450 – диаметр прутка при сопротивлении разрыву sВ=450МПа.
Расчет усилия резки металла на пресс-ножницах может быть выполнен и по другой формуле [5]:
P = K·F· sВ·10-6,
где Р – сила резки, МН; K =0,7–0,8 – коэффициент, учитывающий фактическую площадь среза разрезаемого проката и затупление режущих кромок ножей;
F =p· d 2/4 – площадь поперечного сечения разрезаемого прутка, мм2.
В сравнении с другими способами разделки металла резка на пресс-ножницах характеризуется универсальностью, высокой точностью размеров получаемых заготовок и высокой производительностью.
| Таблица 5.2 | Таблица 5.2 (окончание) | |||
| номинальная сила пресс-ножниц Р Н, МН | диаметр разрезаемого прутка d, мм | номинальная сила пресс-ножниц Р Н, МН | диаметр разрезаемого прутка d, мм | |








