 2014-02-13
2014-02-13 2868
2868Особенности технологии изготовления одежды из односторонних комплексных материалов.
Тема 4.4: Особенности обработки изделий из плащевых смесовых и капроновых тканей
План:
1. Особенности технологии изготовления одежды из односторонних комплексных материалов.
2. Характеристика соединений деталей одежды.
3.Обработка изделий из плащевых тканей
· Начальная обработка основных деталей.
· Обработка мелких деталей.
· Обработка карманов.
· Обработка воротников.
· Обработка рукавов.
· Обработка подкладки и соединение ее с изделием.
· Окончательная обработка.
4. Изготовление изделий из ткани со специальной пропиткой «форниз»
Данная технология обусловливается такими свойствами материалов, как повышенная жесткость, прорубаемость, и другими, возникающими вследствие наличия пленочного покрытия и пропиток. Вид покрытия и волокнистый состав материала во многом оказывает влияние на его пошивочные свойства, в связи с чем существуют различия между технологией изготовления одежды из хлопчатобумажных и смесовых материалов с водоотталкивающей пропиткой и технологией изготовления одежды из капроновых тканей с пленочным покрытием, а также с отделкой лаке и прорезиненных материалов.
При подготовке к примерке изделий как из односторонних, так и двусторонних комплексных материалов рукав в пройму не вметывают, низ рукава и изделия не заметывают. При проведении примерки, выбрав правильное расположение рукава, его вкалывают в пройму булавками. После уточнения длины рукава и низа изделия рукав закалывают булавками в нескольких местах.
Количество ручных работ при изготовлении одежды из материалов с покрытием ограничено, поскольку на материале остаются следы от прокола иглой
При обработке изделий из тканей с прорезиненным, лаковым другим покрытием сметывание можно заменить склеиванием с помощью специального фиксирующего карандаша, например фирмы Сьйегтапп (Германия), аналогично обработке изделий из натуральной кожи. Клеевой карандаш не оставляет следов на игле и не содержит растворителей, имеющихся в других клеящих средствах и способных испортить покрытие материала. Склеиванием можно, например, зафиксировать припуск на подгибание низа перед настрачиванием, тесьму-молнию перед втачиванием, соединить детали из основного материала с утепляющей прокладкой, нанеся в последнем случае клей на припуски утепляющей прокладки, и др.
Для временного соединения деталей одежды могут быть использованы канцелярские скрепки и зажимы. Детали соединяют, если это необходимо, на участках припусков, прокладывая сметочные стежки тонкой иглой вдоль линии шва.
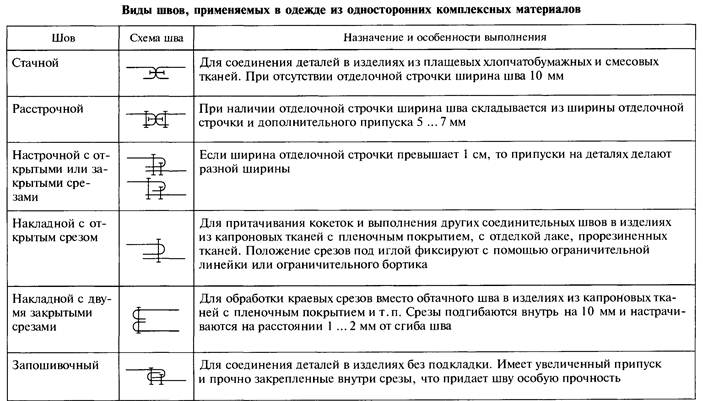
Срезы деталей из односторонних комплексных материалов соединяют следующими швами: стачными, расстрочными, настрочными, накладными, запошивочными, обтачными (табл. 4.1). Закрепки проставляют параллельно основной строчке на расстоянии 0,1...0,15 см от нее.
При стачивании деталей возможно стягивание шва строчкой, поэтому, чтобы избежать возникновения этого дефекта, используют стачивающую машину беспосадочного стежка. Булавки, воткнутые под прямым углом к шву стачивания, также препятствуют смещению тканей, но могут нарушить их целостность.
В изделиях из капроновых тканей стачивающие операции следует выполнять с некоторым растягиванием ткани.
Уменьшить стянутость швов при стачивании деталей одежды из односторонних комплексных материалов можно с помощью швейных машин цепного стежка.
При стачивании деталей одежды из плащевых хлопчатобумажных и смесовых материалов срезы деталей в изделиях без подкладки или с отлетной по низу подкладкой обметывают на краеобметочной машине или обрабатывают зигзагообразными вырезами. В изделиях из плотных материалов без подкладки срезы деталей могут быть окантованы трикотажной тесьмой. При изготовлении одежды без подкладки из капроновых тканей с пленочным покрытием, с отделкой лаке, а также прорезиненных тканей, имеющих низкую осыпаемость, срезы деталей можно не обметывать.
 В изделиях из плащевых хлопчатобумажных и смесовых материалов влажно-тепловая обработка ограничена, а в изделиях из капроновых материалов с пленочным покрытием — полностью отсутствует, поскольку при воздействии тепла водоупорное покрытие разрушается. В связи с этим при изготовлении одежды из рассматриваемых материалов влажно-тепловую обработку швов заменяют их настрачиванием.
В изделиях из плащевых хлопчатобумажных и смесовых материалов влажно-тепловая обработка ограничена, а в изделиях из капроновых материалов с пленочным покрытием — полностью отсутствует, поскольку при воздействии тепла водоупорное покрытие разрушается. В связи с этим при изготовлении одежды из рассматриваемых материалов влажно-тепловую обработку швов заменяют их настрачиванием.
По краям стачиваемых деталей с лицевой стороны всегда выполняют отделочные строчки без предварительного выметывания и приутюживания. После выполнения отделочных строчек детали изделий из плащевых хлопчатобумажных и смесовых материалов приутюживают с изнаночной стороны изделия.
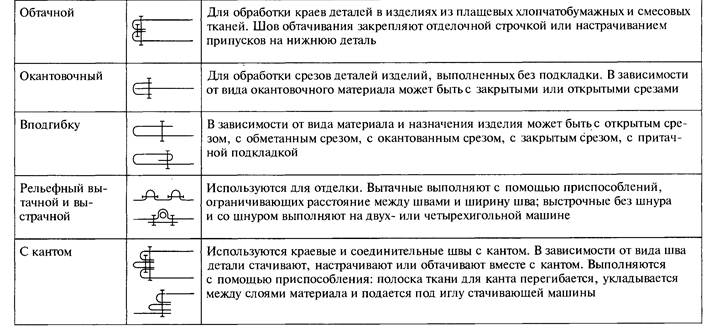 Таблица 4.1
Таблица 4.1
При соединении деталей изделий из материалов с покрытием даже тефлоновая лапка может плохо скользить по их поверхности. В этом случае рекомендуется использовать очень тонкую шлифовальную бумагу из мелкозернистого песка. Для этого вырезают полосу шлифовальной бумаги шириной, равной ширине отделочной строчки, и накладывают ее шероховатой стороной вниз на лицевую сторону детали так, чтобы одна из сторон проходила вплотную к шву. Вдоль второй стороны полоски прокладывают строчку.
Если в модели отделочные строчки не предусмотрены, припуск на шов обтачивания детали закрепляют настрачиванием его на нижнюю деталь.
Обработку обтачных деталей (бортов, воротников и т.д.) в изделиях из капроновых тканей с пленочным покрытием, с отделкой лаке и из прорезиненных тканей выполняют на стачивающих машинах с одновременным подгибанием срезов внутрь на 10 мм и выполнением отделочной строчки на расстоянии 1...2 мм от сгиба шва.
Поскольку в материалах, имеющих водоотталкивающие пропитки и покрытия, раздвижка нитей незначительная, то при выполнении машинных работ происходит прорубание материала иглой, вследствие чего снижаются водоупорные свойства изделия. В связи с этим плечевой шов изделия рекомендуется закрывать отделочными деталями или при конструировании изделия смещать его в сторону полочки. Снизить прорубаемость материала позволяет, во-первых, правильный подбор ниток и игл по номерам, форме заточки острия иглы, а во-вторых, правильное установление параметров строчки (табл. 4.2).
Таблица 4.2
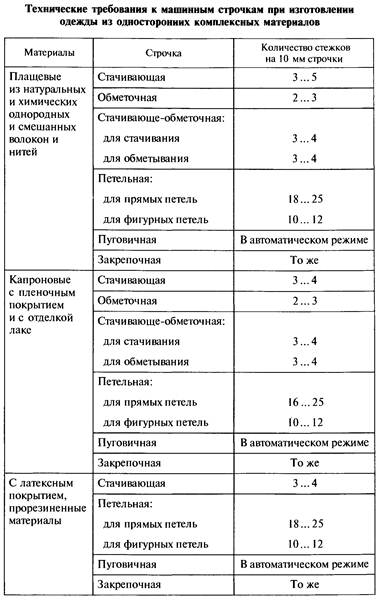
Число стежков на 1 см влияет не только на прочность и эластичность шва, но и на его внешний вид. Слишком короткие стежки могут перфорировать материал с покрытием так, что швы могут порваться. Натяжение нитей должно быть сравнительно слабым, поскольку при сильном натяжении стежок сдвигает нити ткани и тем самым расширяет прокол.
При соединении деталей одежды из достаточно тонких и гладких плащевых материалов атласных, саржевых и других переплетений возможно появление затяжек. Данный дефект называется «задергивание шелковин». Затяжки возникают в месте прокола ткани иглой, когда игла попадает в нить ткани и выдавливает ее из переплетения материала. В результате нить меняет свое прежнее местоположение, смещается, а ткань повреждается на расстоянии до 5 см по обе стороны от прокола иглой. Во избежание затяжек также важен правильный выбор толщины иглы, формы ее острия и толщины ниток. Игла должна быть острой и длинной, без повреждений.
При соединении деталей изделий из капроновых материалов с пленочным покрытием синтетическими нитками применяют тонкие хорошо отполированные иглы с коническими и ступенчатыми стержнями, которые при проколе материала меньше нагреваются и не расправляют ткани и нитки.
Плечевые и боковые швы, швы соединения деталей рукавов при свободном покрое изделия без подкладки могут быть выполнены трехниточной краеобметочной строчкой. Преимуществом краеобметочной строчки в данном случае является небольшая ширина шва, в результате чего материал в области шва деформируется в меньшей степени. Прочность шва обеспечивается большой частотой стежков.
При соединении деталей изделия из комплексных материалов, содержащих 65... 100 % термопластичных волокон, могут быть применены сварные швы, имеющие на 5... 10 % меньшую жесткость, чем швы цепного стежка, и на 10% большую, чем швы челночного стежка.
При изготовлении одежды из комплексных материалов для соединения деталей широкое распространение имеет закрепляющая фурнитура, которая крепится с помощью заклепочных соединений разного вида (табл. 4.3).
Таблица 4.3
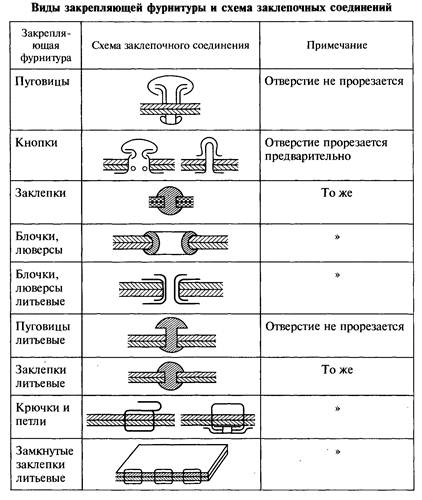
Заклепочные соединения (см. табл. 4.3) по конструктивно-технологическому признаку подразделяются на три группы:
соединения, для выполнения которых необходим подход с двух сторон (с лицевой и изнаночной). Таким способом закрепляются пуговицы, кнопки-пуговицы, блочки, люверсы;
соединения, для выполнения которых достаточно обеспечить подход с одной стороны — со стороны закладной головки. Этим способом закрепляют заклепки;
соединения, получаемые непосредственно на тканях в процессе литья под давлением. Это пуговицы литьевые, заклепки литьевые, крючки и петли, замкнутые заклепки (литьевые).
На швейных изделиях из комплексных материалов заклепочное соединение выполняют механическим способом на прессах или термическим способом. Наиболее удобными являются самопроникающие заклепки, которые проникают через структуру ткани без ее разрушения при их креплении. Так закрепляются пуговицы, блочки, люверсы, что создает высокую прочность и герметичность соединения.

