 2015-01-21
2015-01-21 529
529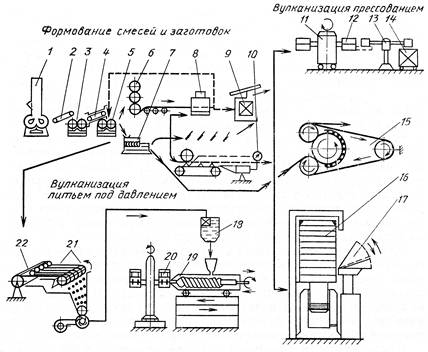
Рис. 4.7.
Рис. 4.7. Схема формования резиновых смесей и вулканизации резин прессованием
1 — резиносмеситель; 2 — ленточный конвейер для подачи кусков резиновой смеси; 3 — листовальные вальцы; 4 — ленточный закрытый конвейер для охлаждения резиновой смеси перед рафинированием; 5 — вальцы для рафинирования, разогрева, питания резиновой смесью каландрового оборудования; 6 — каландр или 7 — шприц-машина для калибрования резиновых смесей в виде ленты. 8(15) — ротационный барабанный пресс для непрерывной вулканизации резиновой ленты;
Скорость каландрования зависит от пластичности смесей. чем смесь более пластичная. тем скорость каландрования больше, так как выше скорость релаксационных процессов. Возможно получение однослойной, двухслойной и трехслойной лент.
Задание Заменить каландр для формирования однослойной ленты на каландры для формирования многослойных лент рис. 4.8
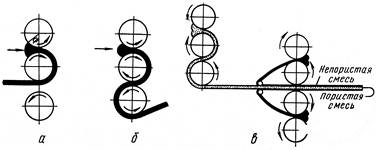
Рис. 4.8.
Рис. 4.8. Схемы каландрования:
а — на двухвалковом каландре; б — на трехвалковом каландре; в — на четырехвалковом каландре с одновременным дублированием








