 2015-01-30
2015-01-30 725
725| Расчетные показатели | Длительность цикла обработки деталей по каждой i-й операции каждого j-го изделия, смены | ||
| А | Б | В | |
| Размер партии деталей, шт. | |||
| Токарная операция | 1.5 | 2.5 | 1.5 |
| Фрезерная операция | |||
| Шлифовальная операция | 2.5 | 3.5 | |
| Итого (Тц.оп.ij): | 7.5 |
Определим порядок запуска деталей в производство, используя для этого укрупненный метод. При этом операционный цикл по 3-й операции необходимо уменьшить в два раза, так как данная операция выполняется на двух станках. Данные для определения очередности запуска сводим в таблицу 2.7.
Таблица 2.7.
| Группы операций | Детали | ||
| А | Б | В | |
| 2.5 | 5.5 | 3.5 | |
| 2.25 | 4.75 |
Выполнив процедуру выбора по правилу Петрова, получаем следующую очередность запуска партий деталей по операциям: Б – В – А. Примем параллельно-последовательную форму организации обработки партий деталей и определим общую продолжительность производственного цикла партий деталей (формула 2.12):

Простои оборудования определим матричным методом. Для этого строим систему матриц MD, MA, MC:

Тогда 
На основании расчетных данных табл. 2.6 и принятого порядка обработки строим стандарт-план ПЗУ и определяем опережения-выпуска и продолжительность производственного цикла каждой партии деталей (рис. 2.3). продолжительность производственного цикла (Тца, Тцб, Тцв) соответствует 7.5, 9 9 см., а общая продолжительность производственного цикла комплекта партий деталей (Тц.к) -11.5 см. Время опережения запуска-выпуска деталей j-го наименования показано на рисунке.
7. Определим среднюю величину заделов на участке (формула 2.19):
8. Определим величину незавершенного производства (формула 2.2):



9. Рассчитаем мощность участка и его загрузку по производственной программе. для решения этой задачи можно использовать несколько методов.
Расчет мощности в условных комплектах. Расчет мощности участка в условных комплектах производят по формуле:
(2.17)
где  – число единиц S-той группы, ед:
– число единиц S-той группы, ед:
 – трудоемкость изготовления одного k-го условного комплекта на s-ой группе оборудования, ч/комплекты;
– трудоемкость изготовления одного k-го условного комплекта на s-ой группе оборудования, ч/комплекты;
 - трудоемкость изготовления единицы j-го вида изделий по s-ой группе оборудования, ч/шт;
- трудоемкость изготовления единицы j-го вида изделий по s-ой группе оборудования, ч/шт;
 – коэффициент пропорциональности выпуска изделий j-го наименования (доля изделий в программе, рассчитанная по трудоемкости).
– коэффициент пропорциональности выпуска изделий j-го наименования (доля изделий в программе, рассчитанная по трудоемкости).
Произведение  представляет собой трудоемкости изготовления одного изделия на s-ой группе оборудования с учетом его доли в программе (табл. 2.8).
представляет собой трудоемкости изготовления одного изделия на s-ой группе оборудования с учетом его доли в программе (табл. 2.8).
Порядок мощности участка приведен в табл. 2.9.
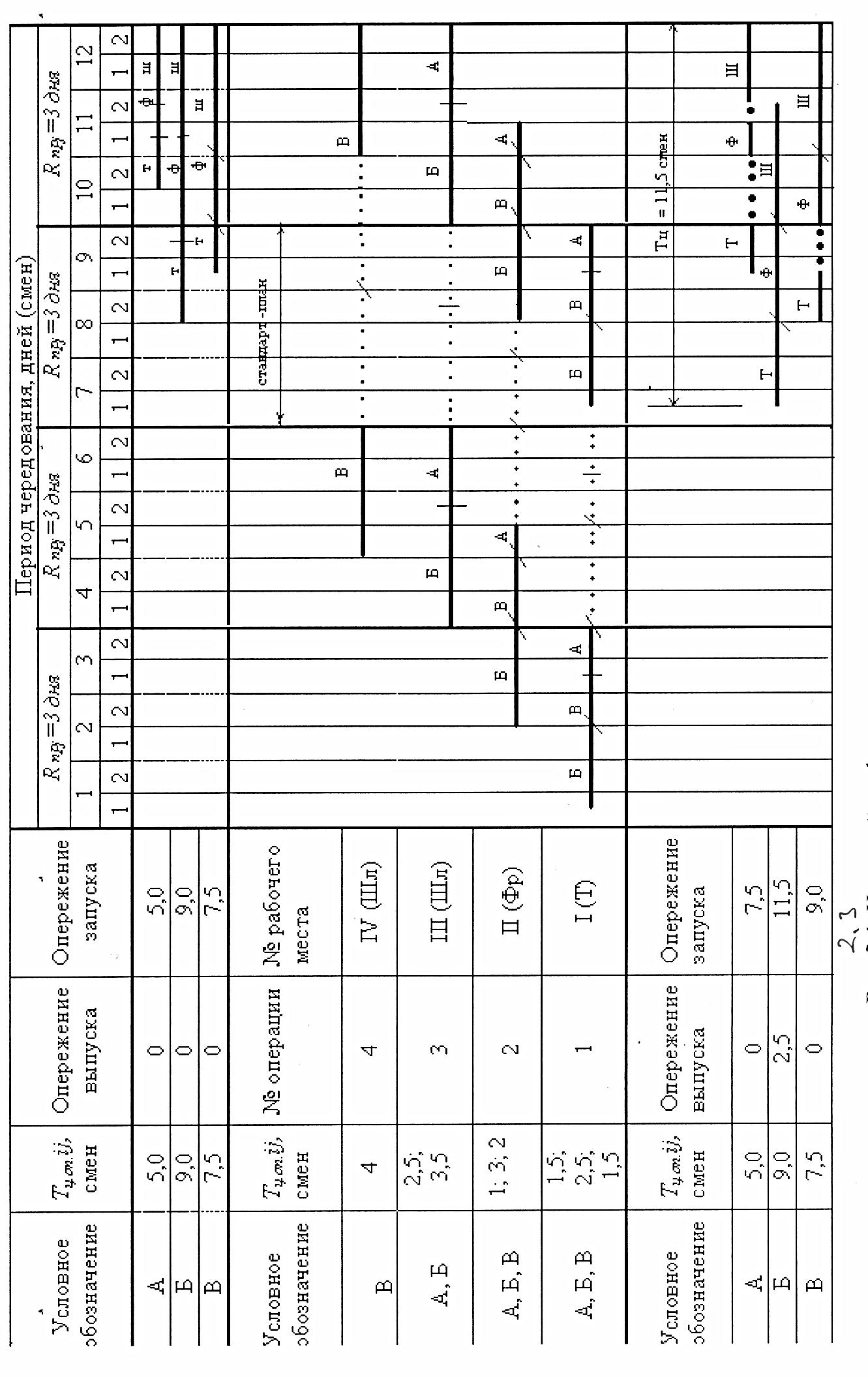
| Рис. 2.3. Цикловой график предметно-замкнутого участка |
Таблица 2.8.








