 2015-01-30
2015-01-30 991
991Литье под давлением - один из основных методов переработки, широко применяющихся при производстве изделий из полимерных материалов.
При формовании методом литья под давлением перерабатываемый материал нагревается до вязкотекучего состояния (пластицируется) в обогреваемом цилиндре, из которого впрыскивается под действием поршня или червяка в предварительно замкнутую литьевую форму, где материал затвердевает при изменении температуры, приобретая конфигурацию внутренней полости формы.
При литье термопластичных материалов расплав, заполнивший форму, охлаждается и затвердевает, затем форма открывается и готовое изделие удаляется из гнезда формы. При переработке термореактивных материалов впрыснутый в форму материал нагревается до температуры отверждения и выдерживается в течение времени, необходимого для полного отверждения изделия.
Переработка материалов литьем под давлением состоит из операций подготовки материала и формования. Подготовка материала в литьевой машине заключается в разогреве его до вязкотекучего состояния. Процессы пластикации в червячных и поршневых машинах существенно различаются: в поршневых машинах пластикация осуществляется только в результате прогрева, а пластикация в червячных машинах осуществляется как в результате прогрева (от нагревателей цилиндра), так и в результате выделения тепла трения в витке червяка сдвиговыми усилиями. В червячных конструкциях материал подвергается интенсивному перемеши-ванию, что позволяет выровнить температуру в объеме материала, подготовленного для впрыска.
Формование производится в вязкотекучем состоянии, в которое материал переходит при повышенной температуре. При этом основное значение имеет выбор температуры переработки и времени пребывания при повышенной температуре до разложения или отверждения полимера. При увеличении температуры переработки выше определенного предела, характерного для каждого полимера, может произойти его термодеструкция (разложение) или преждевременное отверждение (для термореактивных полимеров). При пониженной температуре переработки материал обладает высокой вязкостью, что затрудняет формование готовых изделий.
При переработке термопластов цилиндр нагревают до 200-350°С, при переработке реактопластов - до 80-120°С. В литьевой форме термопласты в зависимости от их природы и требований, предъявляемых к изделию, охлаж- даются до 20-40°С (полистирол, полиэтилен) или до 80-120°С (поликарбонат, полиформальдегид), а реактопласты нагреваются до 160-200°С. В форме материал выдерживается под давлением для уплотнения, что значительно снижает последующую усадку при охлаждении изделия вне формы.
Литьевая машина состоит из устройства для дозирования материала, механизмов замыкания формы и инжекции, привода, пультов для управления машиной, а также для контроля и регулирования температуры.
Механизм замыкания формы поршневой литьевой машины (рис.2) состоит из гидравлического цилиндра 1 и плунжера 2 для привода подвижной плиты 3 (при замыкании и размыкании литьевой формы 4), а также неподвижной плиты 5, с расположенным в ней соплом 6.
Инжекционный механизм состоит из рассекателя (торпеды) 7, расположенного в инжекционном обогреваемом цилиндре 8, бункера 9 с весовым или объемным дозатором для перерабатываемого материала и инжекционного поршня 10, который перемещается под действием плунжера 11, расположенного в гидравлическом цилиндре 12. Обогрев инжекционного цилиндра осуществляется электрическим обогревателем 13.
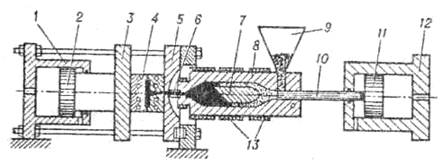
Рис.2. Литьевая машина поршневого типа
Перемещение инжекционного механизма для прижатия инжекционого сопла к литниковой втулке формы или отодвигания сопла осуществляется плунжером 11 гидравлического цилиндра 12.
Червячная литьевая машина в отличие от поршневой оснащена червяком и двигателем для вращения червяка.
Процесс литья под давлением включает стадии: объемного и весового дозирования порошкообразного или гранулированного материала, загрузки материала в обогреваемый инжекционный цилиндр, пластикации материала, смыкания и запирания формы, подвода инжекционного механизма к форме, впрыска материала из сопла инжекционнного цилиндра в полость закрытой формы, выдержки под давлением, возвращения червяка или поршня и инжекционнного механизма в исходное положение, охлаждения в форме, размыкания формы и удаления из нее изделий.








