 2015-01-30
2015-01-30 858
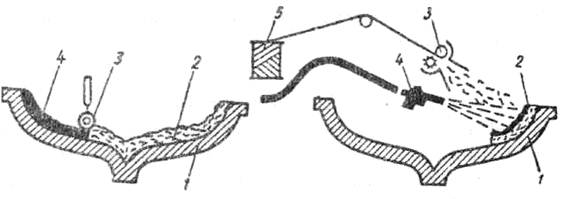
858Контактное формование (рис.7,а) осуществляют на негативных и позитивных формах с ручной выкладкой рулонного армирующего наполнителя по поверхности формы 1 с одновременной пропиткой его связующим с помощью кистей или распылительного пистолета. Пропитанный материал 2 прикатывается рифленым валком 3 для удаления пузырьков воздуха и уплотнения материала. После уплотнения изделие 4 может покрываться пленкой и дополнительно прикатываться гладким валком для разглаживания неровностей и удаления избытка связующего.
а б
Рис.7 Схемы получения изделий методами:
а) контактного формования; б) напыления
Недостатком метода контактного формования является относительно большое колебание содержания связующего в получаемых изделиях, что объясняется непостоянным усилием, которое оказывает оператор на прикатывающий валок. Применение валков с пневматической передачей давления позволяет улучшить качество изделий, а при использовании обогреваемых валков - регулировать вязкость связующего и уменьшать время отверждения.
Одним из способов ускорения процесса контактного формования является укладка на форму предварительно пропитанной ткани. Пропитку выполняют на пропиточных машинах или специальных устройствах, состоящих из системы тянущих, отжимных и направляющих валков и пропиточной ванны.
Более совершенным методом контактного формования является симплекс - процесс, сущность которого заключается в том, что пропитка уложенного холста или ткани происходит одновременно с уплотнением формуемого изделия. Связующее подается по шлангу непосредственно в прикатывающие рифленые валки.
Сущность метода напыления (рис.7.,б) заключается в одновременном нанесении на поверхность формы рубленного волокна и связывающего. Cтекложгут 5 проходит режущее устройство 3 и напыляется на поверхность формы 1. В эту же зону формы распылительным устройством 4 подается связующее. После нанесения слоя заданной толщины композиция 2 уточняется на поверхности формы прикатывающими валиками.
Отверждение изделий при повышенной температуре может осуществляться с помощью инфракрасных нагревателей или горячего воздуха.








