 2015-01-07
2015-01-07 881
881Теоретические основы сварки
В основу классификационной схемы всех разновидностей сварочных процессов могут быть положены различные признаки.
Виды – объединяют сварочные процессы в которых общим является состояние металла в месте соединения.
Группы – объединяют сварочные процессы в которых общим являютсятехнологические особенности процесса сварки.
Наиболее распространенными видами являются:
· состояние металла в зоне сварки в момент ее осуществления;
· вид энергии, используемой для выполнения сварки
В первом случае все способы сварки делятся на две крупные группы:
1. С варка давлением. При сварке давлением сваривание деталей происходит с приложением давления, достаточного для создания пластической деформации в контакте. При некоторых видах сварки давлением металл может расплавляться в зоне контакта с последующим обжатием. При всех способах сварки давлением тепловое воздействие на металл, как правило, значительно меньше, нежели при сварке плавлением, поэтому менее значительно изменение структуры и свойств основного металла рядом с местом соединения.
Способы сварки давлением имеют свою, часто ограниченную, область применения. Это объясняется необходимостью использовать большие давления и свойствами свариваемых металлов. Особое значение при сварке давлением имеет чистота свариваемых поверхностей, и зачастую недостаточно одной лишь предварительной зачистки места сварки, а требуется применение усложняющих технологию сварки приемов (травление, предохранение зачищенных поверхностей от образования окислов путем применения флюсов, защитных газов или вакуума). Для выполнения сварочных операций при сварке давлением в большинстве случаев изделие должно подаваться к машине.
2. С варка плавлением. При сварке плавлением металл в зоне соединения, как об этом было сказано выше, расплавляется каким-либо источником теплоты. Этот источник должен обладать достаточной мощностью для обеспечения локального расплавления металла; источник перемещается вдоль линии сварки, обеспечивая последовательное расплавление кромок металла от участка к участку. При этом с увеличением сечения свариваемых деталей не требуется применение громоздких сварочных машин. Расплавление металла практически всегда ведет за собой взаимодействие жидкого металла с окружающей воздушной средой посредством протекания металлургических реакций, что, как правило, приводит к ухудшению свойств закристаллизовавшегося металла. Появляется необходимость целенаправленного регулирования этих реакций и защиты расплавляемого металла.
Классификация по виду энергии, используемой для выполнения сварки, предусматривает деление всех существующих видов сварки на следующие группы: механическая, химическая, электрическая, электромеханическая, химико-механическая.
В первой группе используются механические виды энергии (давление), которые вызывают пластическую деформацию металла в зоне сваривания. К ней относится холодная сварка, сварка взрывом, сварка трением.
При использовании химической энергии нагрев металла до его расплавления происходит за счет теплоты, возникающей при протекании химических реакции. Здесь не требуется затрат механической энергии. Примером может служить ацетиленокислородная (газовая) сварка.
Все электрические виды сварки основаны на превращении электрической энергии в тепловую. Это превращение может осуществляться различными путями: за счет сварочной дуги, протекания тока через расплавленный шлак, индицирования тока различных частот, кинетической энергии пучка электронов либо квантов света. Эти способы имеют широкое распространение в промышленности (электродуговая сварка различных подвидов, электронно-лучевая сварка, лазерная сварка).
Электромеханические виды сварки основываются на нагреве металла для расправления из-за превращении электрической энергии в тепловую с последующей пластической деформацией путем приложения внешних сил (электрическая контактная сварка различных разновидностей).
Химико-механические способы основаны на комбинированном воздействии теплоты (за счет химических реакций) с последующим приложением внешних сил для пластического деформирования (кузнечная, газопрессовая сварка).
По характеру действия - неавтоматические, полуавтоматические и автоматические.
По способу установки - стационарные и передвижные.
По способу питания - переменным током промышленной частоты (однофазные и трехфазные), низкочастотные, выпрямленным током, энергией разряда конденсаторов.
По назначению - универсальные и специальные.
По устройству механизма сжатия или осадки (для контактных видов сварки) - рычажные, пружинные, механические, пневматические, пневмогидравлические, гидравлические.
По виду защиты места сварки – под флюсом, защитных газах, регулируемая среда.
По виду дуги – свободная дуга, сжатая дуга, магнитоуправляемая дуга.
По роду тока – переменный, постоянный ток – прямой (" - " на электроде и "+" на изделии), обратной полярности.
Характер воздействия на сварочную ванну – свободное формирование шва, принудительное формирование шва.
Данная классификация признаков закреплена в соответствующих нормативных документах:
ГОСТ 19521 – 71 – Сварка металлов. Классификация.
ГОСТ 17349 – 71 – Пайка. Способы пайки.
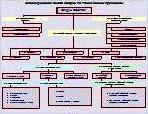
Общую структурную схему сварки по основным признакам рассмотрим далее.
| КЛАССИФИКАЦИЯ СВАРКИ МЕТАЛЛОВ ПО ОСНОВНЫМ ПРИЗНАКАМ | |||||||||||||
| ГРУППА ПРИЗНАКОВ | |||||||||||||
| Физические | Технические | Технологические | |||||||||||
| наименование признаков | |||||||||||||
| Форма энергии, используемой для образования сварного соединения | Способ защиты металла в зоне сварки Непрерывность сварки Степень механизации сварки | Установлены для каждого вида сварки отдельно | |||||||||||
 »» »» | Дуговая сварка»»  | ||||||||||||
| класс сварки | |||||||||||||
| Термический | Термомеханический | Механический | |||||||||||
| Признак: вид источника энергии, непосредственно используемого для образования сварного соединения | Диффузионная сварка»»  | ||||||||||||
| Виды сварки, осуществляемые плавлением с использованием тепловой энергии | Виды сварки, осуществляемые с использованием тепловой энергии и давления | Виды сварки, осуществляемые с использованием механической энергии и давления | |||||||||||
Световая сварка»»  | |||||||||||||
|
|
| |||||||||||
Газовая сварка»»  | |||||||||||||
Плазменно-лучевая сварка»»  | |||||||||||||
Электрошлаковая сварка»»  | |||||||||||||
 Электронно-лучевая сварка»» Электронно-лучевая сварка»» | |||||||||||||
Печная сварка»»  | |||||||||||||
Холодная сварка»» 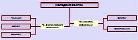 | |||||||||||||
Ультразвуковая сварка»»  | |||||||||||||
| Классификация видов сварки по техническим признакам | ||||||||||||||||||||||||||||||
| ВИДЫ СВАРКИ | ||||||||||||||||||||||||||||||
| По непрерывности процесса | По степени механизации процессов сварки | |||||||||||||||||||||||||||||
| Непрерывные | Ручные | |||||||||||||||||||||||||||||
| По способу защиты металла в зоне сварки | ||||||||||||||||||||||||||||||
| Прерывистые | Механизированные | |||||||||||||||||||||||||||||
| Автоматизированные | ||||||||||||||||||||||||||||||
| Автоматические | ||||||||||||||||||||||||||||||
| В вакууме | Под флюсом | В пене | ||||||||||||||||||||||||||||
| В воздухе | В защитном газе | По флюсу» | С комбинированной защитой | |||||||||||||||||||||||||||
| По типу защитного газа | По характеру защиты металла в зоне сварки | |||||||||||||||||||||||||||||
| В активных газах | В инертных газах | В смеси инертных и активных газов | Со струйной защитой | В контролируемой атмосфере» | ||||||||||||||||||||||||||
| По виду активного газа | По виду инертного газа | По наличию защиты обратной стороны сварного соединения | ||||||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||
| Классификация дуговой сварки | |||||||||||||||||||||||||
| ДУГОВАЯ СВАРКА | |||||||||||||||||||||||||
| По количеству электродов с общим подводом сварочного тока | По виду дуги | По количеству дуг с раздельным питанием тока | По полярности тока | По наличию и направлению колебаний электрода | |||||||||||||||||||||
| Одноэлектродная | Свободной дугой | Однодуговая | Током прямой полярности | Без колебания электрода | |||||||||||||||||||||
| Двухэлектродная | Сжатой дугой | Двухдуговая | Током обратной полярности | С поперечными колебаниями электрода | |||||||||||||||||||||
| Многоэлектродная | Многодуговая | ||||||||||||||||||||||||
| С продольными колебаниями электрода | |||||||||||||||||||||||||
| По наличию внешнего воздействия на формирование шва | По характеру воздействия дуги на основной металл | По роду сварочного тока | |||||||||||||||||||||||
| С принудительным формированием шва | Со свободным формированием шва | Дугой косвенного действия | Постоянным током | Со сложными колебаниями электрода | |||||||||||||||||||||
| По характеру внешнего воздействия на формирование шва | Трехфазной дугой | Пульсирующим током | |||||||||||||||||||||||
| По частоте тока | |||||||||||||||||||||||||
| С односторонним принудительным формированием шва | С двусторонним принудительным формированием шва | Дугой прямого действия | Переменным током | ||||||||||||||||||||||
| Токами промышленной частоты | |||||||||||||||||||||||||
| По степени погружения дуги в сварочную ванну | Нормальной дугой | ||||||||||||||||||||||||
| По виду электрода | |||||||||||||||||||||||||
| Погруженной дугой | Токами повышенной частоты | ||||||||||||||||||||||||
| Плавящимся электродом | Неплавящимся электродом | ||||||||||||||||||||||||
| По виду плавящегося электрода | По виду неплавящегося электрода | По применению присадочного металла | |||||||||||||||||||||||
| Штучным электродом | Ленточным электродом | Проволочным электродом | Металлическим электродом | Без присадочного металла | |||||||||||||||||||||
| По виду ленточного электрода | По виду проволочного электрода | Неметаллическим электродом | С присадочным металлом | ||||||||||||||||||||||
| Лентой сплошного сечения | Проволокой сплошного сечения | ||||||||||||||||||||||||
| Порошковой лентой | Порошковой проволокой | ||||||||||||||||||||||||
| Классификация газовой сварки | |||||
| ГАЗОВАЯ СВАРКА | |||||
| По виду горючего газа | |||||
| Ацетиленокислородная | |||||
| Смесью природного газа с кислородом | |||||
| Водороднокислородная | |||||
| Светильным газом в смеси с кислородом | |||||
| Керосино-кислородная | |||||
| Пиролизным газом в смеси с кислородом | |||||
| Бензино-кислородная | |||||
| Нефтяным газом в смеси с кислородом | |||||
| Метано-кислородная | |||||
| Коксовым газом в смеси с кислородом | |||||
| Пропан-бутано-кислородная | |||||
| Сланцевым газом в смеси с кислородом | |||||
| Смесью городского газа с кислородом | |||||
| Смесью горючих газов с кислородом | |||||
| Классификация электрошлаковой сварки | ||||||||||
| ЭЛЕКТРОШЛАКОВАЯ СВАРКА | ||||||||||
| Проволочным электродом | ||||||||||
| Пластинчатым электродом | По виду электрода | Одноэлектродная | ||||||||
| По количеству электродов с общим подводом сварочного тока | ||||||||||
| Плавящимся мундштуком | Двухэлектродная | |||||||||
| Без колебаний электрода | Многоэлектродная | |||||||||
| По наличию колебаний электрода | ||||||||||
| С колебаниями электрода | ||||||||||
| Классификация световой сварки | ||||||
| СВЕТОВАЯ СВАРКА | ||||||
| Без колебаний светового луча | ||||||
| С поперечными колебаниями светового луча | ||||||
| Солнечная | ||||||
| По наличию и направлению колебаний светового луча | ||||||
| Лазерная | По виду источника света | С продольными колебаниями светового луча | ||||
| Искусственными источниками света | ||||||
| Со сложными колебаниями светового луча | ||||||
| Классификация холодной сварки | ||||||
| ХОЛОДНАЯ СВАРКА | ||||||
| Сдвигом | ||||||
| Точечная | ||||||
| По характеру деформации | ||||||
| Шовная | По форме сварного соединения | |||||
| Сдавливанием | ||||||
| Стыковая | ||||||
| Классификация плазменно-лучевой сварки | ||||||||||
| ПЛАЗМЕННО-ЛУЧЕВАЯ СВАРКА | ||||||||||
| По наличию и направлению колебаний плазменной струи | ||||||||||
| Без колебаний плазменной струи | С поперечными колебаниями плазменной струи | С продольными колебаниями плазменной струи | Со сложными колебаниями плазменной струи | |||||||
| Классификация диффузионной сварки | |||||||||
| ДИФФУЗИОННАЯ СВАРКА | |||||||||
| С индукционным нагревом | |||||||||
| С радиационным нагревом | Без промежуточных прокладок | ||||||||
| По применению промежуточных прокладок | |||||||||
| С нагревом проходящим током | |||||||||
| С промежуточными прокладками | |||||||||
| По виду источника нагрева | |||||||||
| С электронно-лучевым нагревом | |||||||||
| С нагревом тлеющим разрядом | |||||||||
| Со световым нагревом | |||||||||
| Классификация печной сварки | |||||||
| ПЕЧНАЯ СВАРКА | |||||||
| По виду оборудования | |||||||
| Кузнечная | Прокаткой | Выдавливанием | |||||
| Классификация электронно-лучевой сварки | |||||||||||||
| ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА | |||||||||||||
| По наличию и направлению колебаний электронного луча | |||||||||||||
| Без колебаний электронного луча | С продольными колебаниями электронного луча | С поперечными колебаниями электронного луча | С вертикальными колебаниями электронного луча | Со сложными колебаниями электронного луча | |||||||||
| Классификация ультразвуковой сварки | |||||||
| УЛЬТРАЗВУКОВАЯ СВАРКА | |||||||
| По форме сварного соединения | |||||||
| Точечная | Шовная | Стыковая | |||||








