 2014-05-17
2014-05-17 1746
1746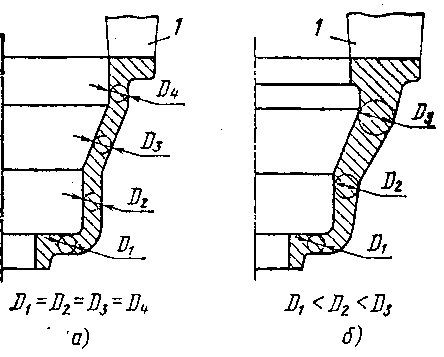
Рис.11. 38. Конструкции литых деталей, обеспечивающих одновременное (а) и направленное затвердевание (б) отливок: 1 - прибыль
Для снижения литейных напряжений необходимо свободную усадку элементов отливки. На (рис. 11.39, а) показана конструкция корпусной детали с перегородками, которые затрудняют процесс усадки, что вызывает большие литейные. Изменение конструкции (рис. 11.39, б) обеспечивает свободную усадку. Придание перегородкам конической формы (рис. 11.39, в) также снижает усадочные напряжения.
В конструкции литой детали (рис.11.39, г) из-за недостаточной жёсткости появляются коробления, которые могут быть устранены путём установки рёбер жёсткости (рис.11.39, д). Кроме того, кромки стенок большой протяжённости усиливают буртиками (Рис.11.16,е) толщиной b = (0,5 – 0,8) a и шириной h = 2a.
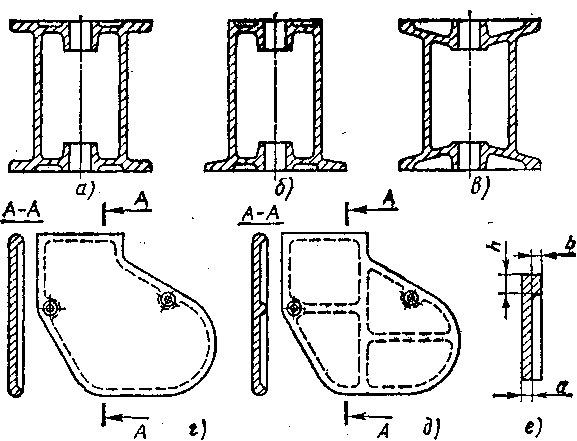
Рис. 11.39. Конструкция литых деталей, снижающих усадочные напряжения в
отливках
Конструирование внешней поверхности литой детали. Внешние контуры отливки обычно представляют собой сочетание простых геометрических тел с преобладанием плоских прямолинейных поверхностей, сочленяемых плавными переходами (рис. 11. 40).
 |
Рис. 11.40. Рекомендуемые переходы от стенки к стенке в литых деталях:
а – А /а ≤ 1,75; б – А/а ≥ 1,75
Кроме того, необходимо стремиться к уменьшению габаритных размеров и особенно высоты литой детали. Это облегчает изготовление модельного комплекта, а также процесса формовки, сборки форм и очистки отливок. При этом отливка имеет один плоский разъём и располагается по возможности в одной полуформе. Например, при изготовлении отливки, показанной на рис. 11.40, а, требуется сложный разъём. Разъём формы упростится, если конструкцию литой детали изменить, как показано на рис.11.40, б.
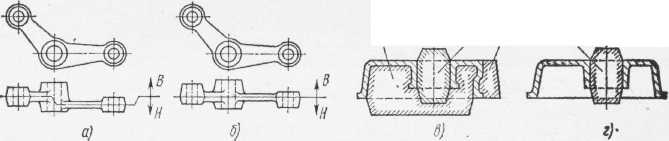 |
Рис. 11.40. Конструкции литых деталей: а, в – нетехнологичные; б, г – технологичные
Контуры литых деталей должны обеспечивать формовку без дополнительных стержней. На рис. 11.40, в показана конструкция отливки, при формовке которой требуются стержни (три шт.). После изменения конструкции детали (рис. 11.40, г) отпала необходимость применения стержне, упростилась формовка.
Необрабатываемые поверхности отливок, перпендикулярные к плоскости разъёма, должны иметь конструктивные уклоны. При изготовлении отливок (рис.11. 41, а, в) необходимо предусматривать формовочные уклоны, а отверстия получать с помощью стержня. Изменение конструкции отливки (рис. 11.41. б, г) позволило облегчить формовку и одновременно получить отверстия с помощью песчаного болвана.

Рис. 11.41. Влияние конструктивных уклонов на упрощение технологического процесса производства отливок
Бобышки, приливы и другие выступающие части необходимо конструировать так, чтобы не затруднять извлечение модели из формы. На рис. 11.42. показаны варианты технологичных 2 и не технологичных 1 конструкций отливок. При изготовлении не технологичных отливок требуется применение в моделях отъёмных частей или стержней, что усложняет процесс формовки.
Базовую и обрабатываемые поверхности располагают в одной полуформе или стержне, не допуская пересечения их плоскостью разъёма формы.
Минимальные диаметры отверстий в отливках при их изготовлении в песчаных формах выбирают в зависимости от материала литой детали и толщины стенки. Так, например, для чугунных отливок при толщине стенки 10 мм, минимальный диаметр отверстия, получаемого стержнем, составляет 8 мм, а при толщине стенки более 10 мм – 20 мм.
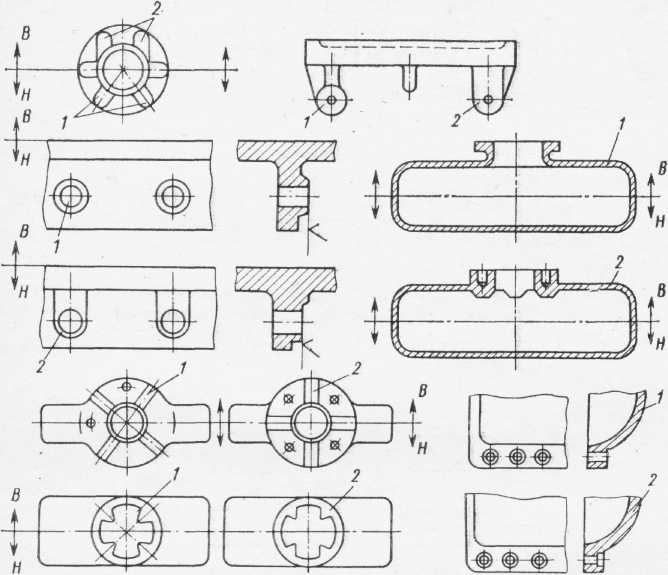
Рис. 11.42. Конструкции бобышек, ребер, фланцев и отверстий в отливках;
1 — нетехнологичные; 2 — технологичные (В – верх, Н – низ)
Выводы. Технологичные конструкции литых деталей должны иметь:
· простые контуры, облегчающие изготовление, как литейной оснастки, так и самих отливок;
· минимальные толщины стенок, при которых обеспечивается необходимая прочность конструкции, а также возможность заполнения формы металлом без образования дефектов по недоливам и спаям;
· главные переходы и сопряжения, ребра жёсткости и другие конструктивные элементы, способствующие снижению напряжений и устранению дефектов в отливках (коробление, трещины);
· достаточное число окон и отверстий для удобства оформления стержнями внутренних полостей, выполнения обрубных и зачистных операций и транспортирования;
· конструктивные уклоны на боковых необрабатываемых поверхностях, обеспечивающие изготовление отливок без искажения контуров формовочными уклонами и увеличения массы отливок за их счёт.

