 2015-01-13
2015-01-13 880
880Появление станков с ЧПУ позволило более эффективно решить эту задачу. Этим объясняется то, что выпуск фрезерных станков с ЧПУ опередил выпуск станков других типов, управляемых от программы.
Станки с ЧПУ выпускаются преимущественно вертикально-фрезерные станки. Обработка фасонных поверхностей по контуру требует программирования движения в двух взаимно перпендикулярных направлениях П 2 и П 3 (рис.42,а). При фрезеровании объемных фасонных поверхностей программируется три взаимно перпендикулярных движения, выпускаются станки с подвижными в вертикальном направлении столом или фрезерной головкой.
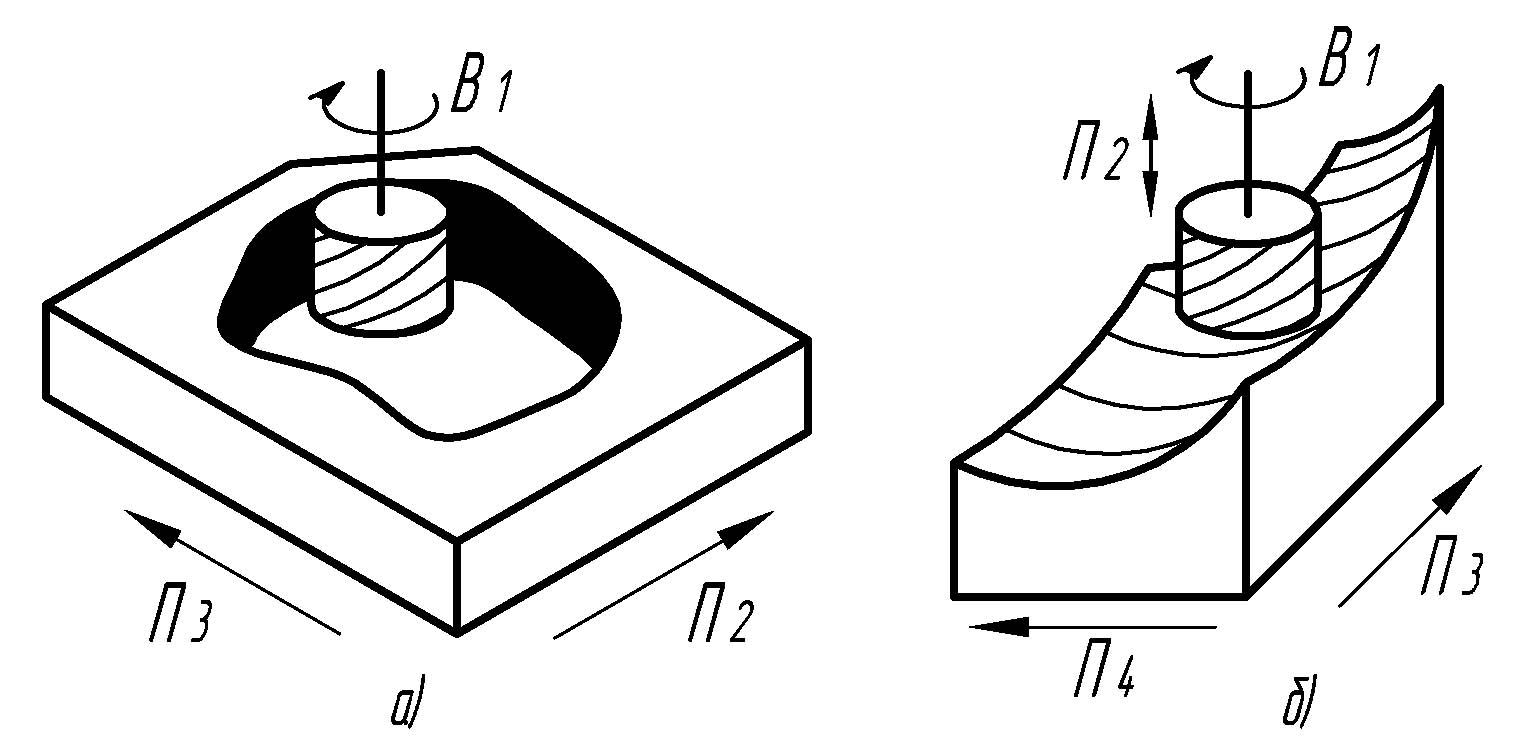
Рис.42.Фрезерование объемных фасонных поверхностей:
а – при движении в двух взаимно перпендикулярных плоскостях;
б – при движении в трех плоскостях
Основным недостатком отдельных фрезерных станков с ЧПУ является отсутствие автоматизации загрузочно-разгрузочных работ, а так же смены инструмента. Примером (полуавтомат) мод. ЛФ-260.
Вертикально фрезерный полуавтомат модели ЛФ-260 предназначен для многооперационной обработки деталей сложной формы в условиях мелкосерийного производства и обеспечивает выполнение следующих операций:
– фрезерование поверхностей, пазов, бобышек, уступов;
– фрезерование криволинейных поверхностей;
– сверление, зенкерование и развертывание отверстий;
– нарезание резьбы в отверстиях метчиком.
Полуавтомат (рис.43) состоит из следующих основных узлов: основания 1, салазок 3, стола 4, шпиндельной балки 7 и приводов 8, инструментального магазина 2 и устройства автоматической смены инструмента (манипулятора) 5.
Шпиндельная балка 7 включает в себя двухступенчатый редуктор и шпиндельный узел 6 с механизмом зажима инструмента. Редуктор обеспечивает бесступенчатое изменение частоты вращения шпинделя в пределах 31...1600 об / мин.
Наиболее ответственными узлами станка являются привод подач. В станке мод. ЛФ-260 имеется три идентичных по своей конфигурации привода, обеспечивающих перемещение стола 4 (координата Х), салазок 3 (координата Y) и шпиндельной балки 7 (координата Z). Кинематическая система привода по координате Y (рис.43) содержит силовой шаговый электродвигатель М 1 типа ШД – 4 с дискретностью порта 1,5°, редуктор Z 20: Z 60, задающий винт В 1 с шагом t = 8 мм, следящий золотник С 31 и силовой гидроцилиндр Ц 1. Кинематическая связь между золотником и ходовым винтом осуществляется с помощью двуплечего рычага Р.
Таким образом, задающий винт со следящим золотником и гидроцилиндром в совокупности представляют собой гидравлическую копировальную систему, обеспечивающую дискретность перемещения 0,01 мм.
Для обеспечения возможности автоматической смены инструмента по управляющей программе в станке используется инструментальный магазин 2 и механизм системы инструментов 5. Вначале по управляющей программе (по адресу “Т”) производится поиск инструмента, а затем (по команде М06) происходит его смена.
Инструментальный магазин предназначен для хранения, поиска и смены режущих инструментов. Он имеет 14 фиксированных положений.
Смена инструмента содержит следующие элементы цикла:
1 – поиск инструмента;
2 – захват инструмента манипулятором;
3 – расфиксация инструмента;
4 – смена инструмента.
Поиск инструмента и установка его в положение смены происходит во время работы станка и программируется номером инструмента, например, Т12.








