 2015-02-24
2015-02-24 671
6711. Снижение погонной энергии сварки за счет более экономичных режимов.
2. Уменьшение площади зоны пластических деформаций путем охлаждения водой, при контактной сварке (охлаждение электродов).
3. Закрепление в приспособлении. Положительный эффект достигается за счет жесткости приспособления. Полного устранения деформаций при этом не достигается. Рисунок - 12
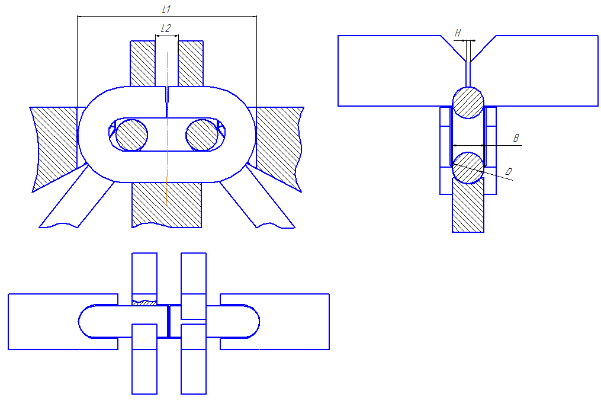
Рисунок 19 - Схема сварочного приспособления
1 – Звено; 2 – Рихтователь; 3 – Наковальня; 4 – Электроды.
После сварки, используемые после сварки
1. Устранение деформаций путем высокого отпуска деталей в зажимных приспособлениях.
2. При последующей термообработке деталей сварочные напряжения снимаются.








