 2015-02-04
2015-02-04 6576
6576Тема: 7 – Общие ведомости о системе автоматики. Система автоматического управления. 8 – Операции заготовительного производства. 9 – Оборудование для праки. 10 – Оборудование для очистки и резки.11 – Оборудование для гибки. 12 – Оборудование для холодной штамповки.
План:
1. Оборудование для правки.
2. Оборудование для очистки и подготовки поверхности, разметки.
3. Оборудование для резки, гибки.
4. Комплексная механихация и автоматизация.
Технологическое оборудование для изготовления деталей сварных конструкций можно разделить на следующие группы: для правки, очистки и подготовки поверхности, разметки и маркировки, механической резки, термической резки, гибки, штамповки, механической обработки.
Оборудование для правки. Правка необходима для выправления проката до его обработки и заготовок после вырезки и производится путем пластического изгиба или растяжения материала. По принципу действия оборудование для правки разделяется на ротационные машины, прессы и растяжные правильные машины. К ротационным машинам относятся листоправильные многовалковые и сортоправильные многороликовые машины. Для правки используют прессы: винтовые, гидравлические колонные, гидравлические с передвижным порталом, гидравлические и кривошипные горизонтальные, гидравлические и кривошипные одностоечные. Листоправильные многовалковые машины предназначены для правки листового проката и листовых заготовок. Правка осуществляется между двумя рядами вращающихся валков, расположенных в шахматном порядке (рис. 1, а, б). Расстояние между нижним и верхним рядами валков регулируют и устанавливают ь зависимости от толщины выправляемого листа. При прохождении между валками каждый участок листа получает многократный изгиб в противоположные стороны и выправляется. В зависимости от величины искривлений листа правка производится за один или несколько проходов. Листоправильные многовалковые машины имеют 5—23 валков. Для малых толщин металла применяют машины с большим числом валков. Машины могут иметь параллельное (рис. 1, а) и непараллельное (рис. 1, б) расположение рядов валков. Непараллельная установка рядов валков обеспечивает постепенное уменьшение кривизны перегиба листов в валках, что повышает качество правки. Эти машины применяют для правки топкого материала.
Сортоправильные многороликовые машины предназначены для правки сортового и фасонного проката. Заготовка проходит между двумя рядами правильных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется (рис. 1, в). Расстояние между верхними и нижними рядами роликов регулируется в зависимости от сечения выправляемой заготовки.
Ролики выполняют сменными в зависимости от конфигурации сечения выправляемого материала, что позволяет править на одной машине различные профили. Сортоправильные машины имеют 7—11 правильных роликов. Машины с большим числом роликов применяют для меньших сечений материала.
Винтовые прессы применяют для правки листовых заготовок длиной и шириной до 1000 мм. Правка производится ударами ползуна по заготовке с применением плоской правильной плиты, установленной на столе пресса, и плоской плиты, закрепляемой на ползуне. Для правки используют винтовые фрикционные прессы и винтовые прессы с дугостаторным приводом.
Гидравлические колонные прессы предназначены для правки и гибки крупногабаритного листового и полосового проката и заготовок толщиной до 100 мм. Правка производится с применением прокладок. Одну прокладку устанавливают на искривленную часть листа, а две другие — с противоположной стороны заготовки по краям искривлений. Под действием ползуна заготовка изгибается и выправляется. Гидравлические правильные прессы с передвижным порталом предназначены для правки проката и заготовок из фасонного, сортового и листового мате риала. Гидравлические колонные прессы и прессы с передвижным порталом применяют как в заготовительном производстве, так и для правки сварных узлов.
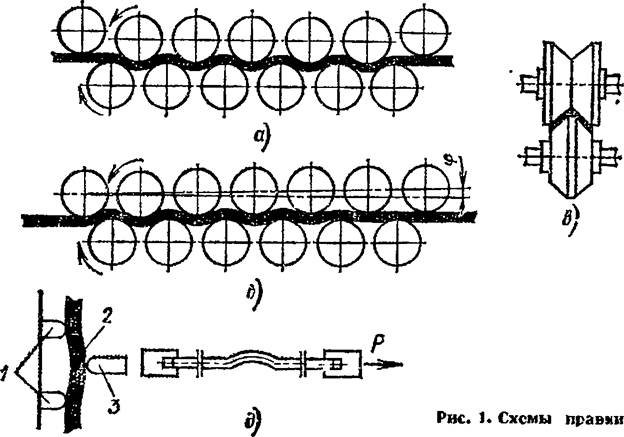
Гидравлические и кривошипные горизонтальные и одностоечные прессы предназначены для правки и гибки фасонного и сортового проката. При правке на этих прессах обратный изгиб погнутой заготовки 2 происходит под действием пуансона 8, который давит на выпуклую часть заготовки, опирающуюся на опорные колодки 1 (рис. 1, г). Регулировкой расстояния между колодками и хода пуансона достигается необходимый прогиб металла.
Растяжные правильные машины предназначены для правки проката и заготовок малых толщин и сечений. При правке растяжением выправляемую заготовку закрепляют концами в зажимных головках машины, перемещением рабочей головки заготовку растягивают на определенную величину относительного удлинения и выправляют (рис. 1, д).
Оборудование для очистки. Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению защитных покрытий. Для очистки проката, деталей и сварных узлов применяют механические и химические методы. К механическим методам относятся способы очистки: дробеструйная, дробеметная, на зачистных станках, в галтовочных барабанах, с помощью ручных пневматических и электрических машин. К химическим методам относится обезжиривание и травление, выполняемые ванным или струйным способами.
Дробеструйный и дробеметный способы применяют для очистки листового и профильного проката и сварных узлов от окалины, ржавчины и загрязнений при толщине металла 3 мм и более. При дробеструйном и дробеметном способах очистки дробь выбрасывается с большой скоростью на очищаемую поверхность и, ударяясь о металл, удаляет имеющиеся на нем загрязнения, ржавчину и окалину. Дробеструйная очистка осуществляется дробеструйными аппаратами, которые выбрасывают дробь па очищаемую поверхность через сопло с помощью сжатого воздуха. В дробеметных аппаратах дробь выбрасывается лопатками ротора в результате центробежной силы. Дробеструйную и дробеметную очистку производят в камерах, в которых установлены очистные аппараты, оборудование для размещения и транспортировки очищаемых изделий, устройства для сбора, сепарации (очистки), возврата дроби и для вытяжки загрязненного воздуха (см. рис. 16).
Дробеструйная очистка с применением беспыльных дробеструйных аппаратов не требует специальных камер. Однако этот метод менее производителен по сравнению с обычной дробеструйной очисткой в камерах. Дробеметная очистка по сравнению с дробеструйной более производительна, обеспечивает полную механизацию процесса и улучшение условий труда. После дробеметной и дробеструйной очистки прокат обычно подвергают пассивированию или грунтовке для предохранения от ржавления в процессе изготовления сварных конструкций.
Для очистки фасонного проката и труб наряду с дробеметной и дробеструйной очисткой применяют зачистные станки, рабочим органом которых служат металлические щетки, иглофрезы, шлифовальные круги или ленты.
Для зачистки деталей сварных конструкций применяют универсальные точильно-шлифовальные станки, специализированные станки и галтовочные барабаны.
Химическими методами осуществляют обезжиривание и травление поверхности. При обезжиривании происходит удаление жировых веществ, содержащихся в консервационных и штамповочных смазках, в эмульсионных и охлаждающих жидкостях. Обезжиривание выполняют щелочными растворами способом окунания очищаемых изделий в ванны или струйным обливом в камерах. После обезжиривания изделия промывают водой и сушат. Травление применяют для удаления с поверхности металла ржавчины и окалины растворами соляной, серной или ортофосфорной кислоты способом окунания или струйным способом. После травления необходимы нейтрализация в растворе кальцинированной соды, промывка водой, пассивирование в растворе нитрита натрия, промывка водой и сушка.
Обезжиривание и травление струйным обливом более предпочтительно, чем способом окунания, так как сокращается длительность технологического процесса и обеспечивается высокое качество очистки. Обезжиривание и травление способом окунания выполняют в ваннах. Для проведения нескольких операций химической подготовки поверхности необходимо иметь ряд ванн. В таких случаях их объединяют в одну установку с механизированной загрузкой и переносом изделий из ванны в ванну. Для очистки способом струйного облива используют проходные камеры туннельного типа. В камерах изделие проходит сквозь контур — систему труб с насадками, через которые изделие обливают соответствующими растворами или водой.
Оборудование для резки. При изготовлении деталей сварных конструкций применяют следующие виды резки: ножницами, на отрезных станках, термическую, в штампах на прессах.
Ножницы применяют для резки листового, фасонного и сортового материала малых и средних толщин и сечений. Резка на ножницах основана на упруго-пластической деформации и скалывании металла под давлением ножа. Разрезаемый материал заводят между нижним и верхним ножами ножниц, под давлением верхнего ножа вначале происходит вдавливание ножей в металл на глубину 0,2—0,4 толщины, а затем скалывание металла по поверхности между остриями режущих кромок. В производстве сварных конструкции применяют ножницы: листовые с наклонным ножом, высечные, дисковые, комбинированные, сортовые, для резки уголка, для резки швеллеров и двутавров, пресс-ножницы комбинированные, механизировано-ручные пневматические и электрические.
Ножницы листовые с наклонным ножом (рис. 2, а) предназначены для прямолинейной продольной и поперечной резки листового материала. В зависимости от вида привода ножницы разделяют на кривошипные, гидравлические и пневматические. Специальные конструкции листовых ножниц с наклонным ножом позволяют, наряду с разделительной резкой, снимать фаску под сварку. Е этих ножницах на ножевой балке закреплено два ножа. Нижний нож служит для прямой резки, а верхний — для снятия фаски. При ходе ножевой балки вниз вначале происходит прямой рез, затем балка поворачивается и вторым ножом производится скос кромки.
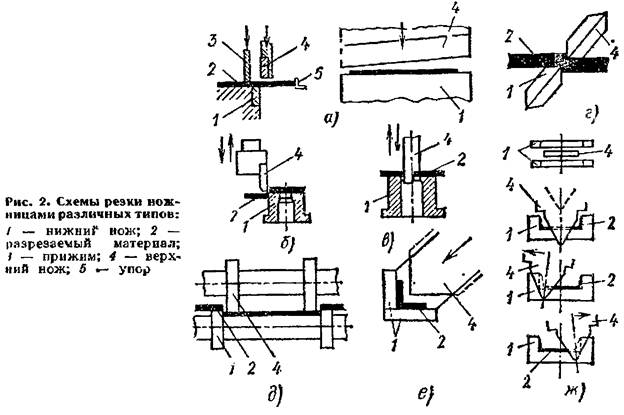
Высечные ножницы предназначены для прямолинейной, круговой и фигурной резки листового материала. На высечных ножницах резка происходит при быстром вертикальном перемещении верхнего ножа и перемещении заготовки в горизонтальной плоскости в процессе резки (рис. 2, б, в). Современные высечные ножницы имеют координатное устройство, обеспечивающее позиционирование заготовки в процессе резки. Позиционирование заготовки осуществляется по шаблону пли автоматически по чертежу или по программе, записанной на перфоленте.
Ножницы дисковые характеризуются наличием круглых ножей, при вращении которых осуществляется резка. Основные виды дисковых ножниц: однодисковые с наклонным ножом, двухдисковые с наклонными ножами и многодисковые ножницы. Ножницы двухдисковые с наклонными ножами (рис. 2, г) предназначены для прямолинейной, круговой и фигурной резки листового материала. Ножницы позволяют выполнять косой срез под сварку, а также отбортовку и гибку листового материала. Ножницы однодисковые с наклонным ножом предназначены для скоса прямолинейных и криволинейных кромок деталей из листового материала под сварку. Многодисковые ножницы (рис. 2, д) предназначены для продольной резки рулонного и листового материала.
Пресс-ножницы комбинированные имеют четыре устройства, смонтированные в станине ножниц: устройство для резки сортового и фасонного материала, дыропробивной пресс, устройство для резки листового материала и зарубочное устройство. Привод всех четырех устройств осуществляется от одного электродвигателя через систему передач и кривошипно-шатунный механизм. Ножницы комбинированные отличаются от пресс-ножниц комбинированных тем, что не имеют устройства для пробивания отверстий. Ножницы сортовые имеют только одно устройство для резки сортового и фасонного материала. Наряду с универсальными ножницами для резки фасонного и сортового материала применяют специализированные ножницы для резки уголка (рис. 2, е) и швеллеров и двутавров (рис. 2, ж).
Ножницы механизировано-ручные пневматические и электрические выпускают двух разновидностей: а) для прямолинейной и фигурной резки листового материала и 0) для скоса кромок под сварку.
Отрезные станки применяют для резки труб, фасонного и сортового материала. На отрезных станках возможна резка больших сечений материала, чем на ножницах, и более высокое качество резки. Однако трудоемкость резки на отрезных станках выше, чем при резке на ножницах. Поэтому отрезные станки применяют для резки профилей, которые невозможно резать на ножницах, например, для резки труб, профилей больших сечений, профилей под углом, или в случаях, когда необходимо обеспечить высокую точность резки. В производстве деталей сварных конструкций применяют отрезные станки с дисковыми и ленточными пилами, трубоотрезные станки, а также станки с отрезными шлифовальными кругами.
Термическую резку применяют для листового материала средних и больших толщин и труб большого диаметра. С помощью термической резки осуществляют прямолинейную и фигурную резку металла толщинойдо 300 мм и более, а также скос кромок под сварку.
 Оборудование для гибки. Гибку выполняют путем пластического изгиба заготовки. По принципу действия оборудование для гибки разделяют на ротационные машины и прессы. К ротационным машинам относятся листогибочные трехвалковые и четырехвалковые машины, листогибочные машины с поворотной гибочной балкой, профилегибочные многовалковые станы, зигмашины, сортогибочные роликовые машины, гибочные машины с индукционным нагревом и трубогибочные машины. Основными видами гибочных прессов являются листогибочные кривошипные и гидравлические прессы и правильно-гибочные кривошипные и гидравлические горизонтальные прессы. Для гибки применяют также универсальные кривошипные и гидравлические прессы.
Оборудование для гибки. Гибку выполняют путем пластического изгиба заготовки. По принципу действия оборудование для гибки разделяют на ротационные машины и прессы. К ротационным машинам относятся листогибочные трехвалковые и четырехвалковые машины, листогибочные машины с поворотной гибочной балкой, профилегибочные многовалковые станы, зигмашины, сортогибочные роликовые машины, гибочные машины с индукционным нагревом и трубогибочные машины. Основными видами гибочных прессов являются листогибочные кривошипные и гидравлические прессы и правильно-гибочные кривошипные и гидравлические горизонтальные прессы. Для гибки применяют также универсальные кривошипные и гидравлические прессы.
Листогибочные трех- и четырехвалковые машины предназначены для гибки цилиндрических обечаек и правки обечаек после сварки. Трехвалковые машины выполнены с симметричным и асимметричным расположением валков. При гибке на трехвалковых симметричных машинах (рис. 3, а) верхний валок нажимает на заготовку, лежащую на нижних боковых валках, и изгибает ее. Боковые валки — приводные, вращаясь, они перемещают заготовку, поэтому изгиб происходит равномерно по всей длине заготовки. При гибке на этих машинах концы заготовки получаются плоскими. Длина плоского концевого участка равна половине расстояния между боковыми валками, поэтому концы заготовки предварительно загибают на прессе или в листогибочной машине с применением специальных приспособлений.
В асимметричных трехвалковых машинах (рис. 3, б) передний боковой валок смещен к середине, и заготовка изгибается при нажиме заднего бокового валка. Приводным служит верхний валок, боковые валки имеют регулировку по высоте. Передний боковой валок регулируется для обеспечения поджима листа к верхнему валку. Один конец заготовки сгибается почти полностью, а для получения обечайки с двумя согнутыми концами ее заводят в валки машины дважды
В четырехвалковых машинах (рис. 3, в) верхний валок приводной. Гибочными являются два боковых валка. Средний нажимной валок обеспечивает прижим листа к верхнему валку. При гибке на этих машинах заготовка зажимается между верхним и нижним валками при нажиме среднего валка, далее на заготовку нажимает правый боковой валок и концевой участок загибается так же, как на трехвалковых асимметричных машинах. Затем правый боковой валок опускается, включается привод вращения верхнего валка и происходит гибка заготовки по всей длине, включая второй концевой участок при нажиме левого бокового валка.
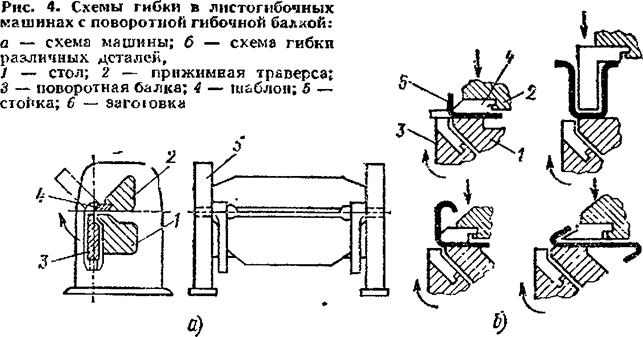
На листогибочных машинах с поворотной гибочной балкой осуществляется гибка различных профилей, кромок, замкнутых контуров из листового и полосового материала. Заготовку устанавливают по упору на столе 1 машины и сверху прижимают траверсой 2 (рис. 4). Вращением поворотной гибочной балки 3 вверх выступающая часть заготовки изгибается по шаблону- вставке 4, укрепленной в прижимной траверсе. Величина угла гибки определяется углом поворота балки, а радиус гиба — профилем съемного шаблона. Гибка сложных деталей осуществляется за несколько переходов с соответствующим перемещением заготовки.
Профилегибочные многовалковые станы служат для изготовления гнутых профилей из ленточного и полосового материала. Процесс профилирования в профилегибочных многовалковых станах заключается в постепенном превращении плоской заготовки в форму требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся валков, каждая из которых имеет соответствующие направляющие ручьи.
Количество пар валков, необходимое для изготовления того или иного профиля, зависит от конфигурации профиля. На профилегибочных многовалковых станах изготовляют открытые, полузакрытые и закрытые профили. Профилегибочные станы оснащают рулонницей для размотки рулонов, ножницами для обрезки дефектных концов рулона, сварочной машиной для соединения концов рулонов и прессом для отрезки профиля.
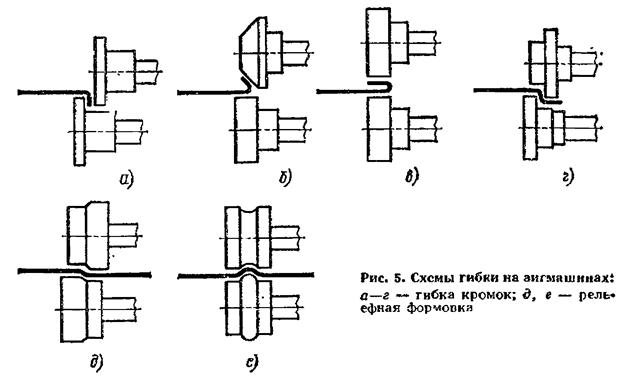
Зигмашины предназначены для гибки кромок, закатки соединений кромок, рельефной формовки и резки тонкостенных листовых деталей. Эти операции выполняют между двумя вращающимися роликами, имеющими профиль в соответствии с производимой операцией (рис. 5). Верхний ролик имеет регулировку по высоте, благодаря которой происходит начальное деформирование заготовки.
Сортогибочные роликовые машины предназначены для гибки дуг и колец из сортового и фасонного материала. Гибка происходит между тремя сменными фасонными роликами, имеющими ручьи в соответствии с профилями изгибаемой заготовки. Ролики расположены консольно и в зависимости от расположения их осей сортогибочные машины разделяются на вертикальные и горизонтальные. Сортогибочные роликовые машины выполняют трехроликовыми симметричными, трехроликовыми асимметричными и четырехроликовыми. В трехроликовых симметричных машинах (рис. 6, л) боковые ролики установлены стационарно, а средний ролик имеет регулировку для создания необходимого усилия гибки и получения требуемого радиуса изгиба. При гибке на этих машинах концы заготовки остаются несогнутыми, поэтому требуется предварительная их подгибка на прессе. В трехвалковых асимметричных машинах регулируемыми выполнены боковые ролики, а средний ролик укреплен стационарно (рис. 6, б). В сортогибочных машинах все ролики приводные.
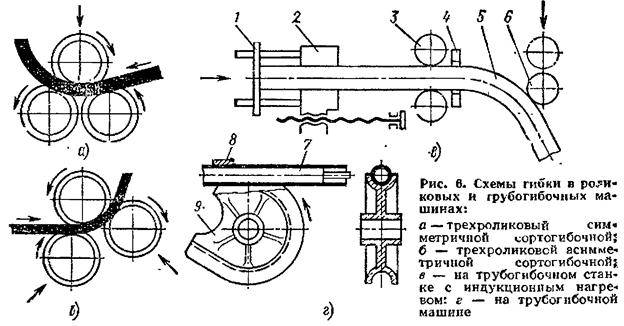
Гибка труб производится на трубогибочных машинах и на станках с индукционным нагревом. В трубо- и профилегибочных станках с индукционным нагревом (рис. 6, в) изгибаемая заготовка 5 закрепляется в каретке 2 и роликах 3, задний горец заготовки упирается в упор 1. Каретка 2 перемещает заготовку, которая проходит индуктор 4, нагревающий ее на узком участке, и изгибается под действием изгибающего момента, создаваемого гибочным роликом 6. В трубогибочных машинах труба 7 зажимается между зажимом 5 и шаблоном 9 и изгибается при вращении шаблона и зажима (рис. 6, г).
Прессы листогибочные предназначены для гибки различных профилей из листового и полосового материала. На прессах можно выполнять пробивку отверстий и другие штамповочные операции.
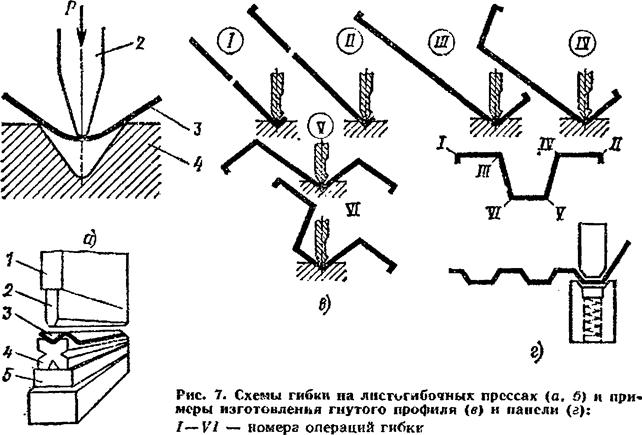
Основной способ гибки на листогибочных прессах (рис. 7) — свободная гибка. Заготовка 3 изгибается под действием пуансона 2, закрепленного в ползуне 1 пресса. Угол изгиба определяется шириной матрицы 4 и глубиной опускания пуансона. Матрица имеет несколько пазов разной ширины на своих гранях. В зависимости от требуемой ширины паза матрицу перед гибкой устанавливают необходимой стороной и закрепляют на столе 5 пресса.
Листогибочные прессы разделяют на механические (кривошипные) и гидравлические. Листогибочные кривошипные прессы отличаются простотой конструкции и быстроходностью ползуна. Однако они уступают гидравлическим листогибочным прессам по ряду параметров. Листогибочные гидравлические прессы имеют большой ход ползуна, и величина усилия на ползуне не зависит от его положения во время рабочего хода, величина хода и скорость перемещения ползуна может регулироваться, перегрузка гидравлического пресса невозможна. Поэтому в последнее время гидравлические прессы все больше вытесняют кривошипные прессы.
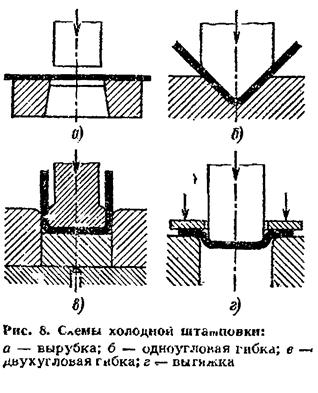
Оборудование для холодной штамповки. Холодную штамповку применяют для изготовления деталей из листового материала толщиной преимущественно до 10 мм. Отверстия пробивают в металле толщиной до 25 мм. Основные виды холодной штамповки: вырубка, пробивка, гибка, вытяжка и формовка (рис. 8).
Процессы вырубки и пробивки аналогичны процессу резки на ножницах. При вырубке и пробивке вначале происходит упругий изгиб материала под действием пуансона с легким выдавливанием его в отверстие матрицы, далее пуансон вдавливается в металл и выдавливает его в отверстие матрицы, при дальнейшем погружении пуансона происходит скалывание металла и отделение вырезаемой детали (при вырубке) или отхода (при пробивке).
При изготовлении деталей сварных конструкций для холодной листовой штамповки применяют универсальные кривошипные и гидравлические прессы и дыропробивные прессы по принципу действия кривошипные и гидравлические прессы разделяют на прессы простого, двойного и тройного действия. Прессы простого действия имеют один движущийся ползун и применяются для вырубки, пробивки, гибки и неглубокой вытяжки. Эти прессы в основном применяют при производстве сварных конструкций. Прессы двойного и тройного действия имеют два или три независимо движущихся ползуна и предназначены для глубокой вытяжки крупногабаритных изделий преимущественно в автомобилестроении.
В зависимости от конструктивного оформления станины универсальные кривошипные прессы простого действия разделяют на открытые и закрытые. В открытых прессах станина имеет С-образную форму, штамповое пространство имеет доступ с трех сторон, что улучшает обслуживание пресса. Открытые прессы изготовляют грех разновидностей: с передвижным столом и рогом, наклоняемые и ненаклоняемые. У прессов с передвижным столом и рогом стол может перемещаться в вертикальном направлении, что позволяет увеличить высоту штампового пространства. Наклоняемые прессы устанавливают на специальные стойки, на которых вся конструкция пресса со станиной может поворачиваться так, что плоскость стола составляет угол до 30° к горизонту, это облегчает удаление деталей после штамповки. Ненаклоняемые прессы имеют наиболее жесткую конструкцию и поэтому изготовляются с большими усилиями, чем прессы с передвижным столом и наклоняемые. Закрытые прессы имеют станину в виде симметричной рамы и поэтому по сравнению с открытыми имеют значительно большие усилия и размеры штампового пространства. Закрытые прессы разделяют по числу точек подвеса ползуна на одно-, двух- и четырехкривошипные.
Гидравлические прессы простого действия предназначены для вырубки, гибки, отбортовки и других операций холодной листовой штамповки. По конструктивному исполнению гидравлические прессы разделяют на одностоечные (открытые) и рамные (закрытые).
Пробивка отверстий может производиться на пресс-ножницах комбинированных, листогибочных прессах, универсальных механических и гидравлических прессах, а также на специализированных дыропробивных прессах. Дыропробивные прессы разделяют на одноштемпельные (однопуансонные), координатно-револьверные и многоштемпельные. На одноштемпельных прессах, так же, как и на пресс-ножницах, возможна последовательная пробивка отверстий по разметке или по шаблону с отверстиями, который крепят к заготовке. Координатно-револьверные прессы предназначены для последовательной пробивки. В револьверной головке пресса может быть установлено до 32 сменных дыропробивных инструментов, что по сравнению с одноштемпельными прессами позволяет резко сократить затраты времени на смену инструмента.
Координатно-револьверные прессы выпускают с ручным и программным управлением. При ручном управлении отверстия пробивают по шаблону, устанавливаемому на столе пресса. Прессы с программным управлением обеспечивают автоматическое позиционирование заготовки и исключают разметочные операции и применение шаблонов. Многоштемпельные прессы предназначены для групповой пробивки отверстий без предварительной разметки.
Металлорежущие станки. В производстве деталей сварных конструкций металлорежущие станки применяют для выполнения операций сверления отверстий, обработки кромок и поверхностей, резки и зачистки.
Отверстия сверлят в деталях больших толщин и при больших диаметрах отверстий, когда невозможно применение дыропробивных прессов, а также при необходимости получения точных отверстий и расстояний между ними. Кроме того, сверлильные станки применяют для рассверливания отверстий, полученных пробивкой на прессах, а также для зенкерования и нарезания резьбы. Для сверления отверстий применяют универсальные вертикально- и радиально-сверлильные станки, а также многошпиндельные вертикально-сверлильные станки. Вертикально-сверлильные станки применяют для обработки отверстий диаметром до 75 мм в малогабаритных деталях. Радиально-сверлильные стационарные и передвижные станки служат для обработки отверстий диаметром до 100 мм в крупногабаритных деталях, а также в сварных узлах. Многошпиндельные вертикально-сверлильные станки применяют для групповой обработки отверстий.
Кромки обрабатывают при необходимости получения точных размеров деталей по длине и ширине, в случаях жестких требований к подготовке кромок под сварку, а также в случаях, когда по условиям эксплуатации изделия требуется удаление зоны наклепа после резки на ножницах или зоны закалки после термической резки. Поверхности обрабатывают для получения ровных опорных поверхностей деталей по особым техническим требованиям на изготовление сварных изделий. Кромки и поверхности обрабатывают на кромкострогальных, продольно-строгальных, поперечно-строгальных, фрезерных и токарно-карусельных станках. Кромкострогальные станки предназначены для строгания кромок листов и фасонного проката. Продольно-строгальные станки предназначены для строгания кромок листовых заготовок, плоских горизонтальных, вертикальных и наклонных поверхностей, пазов и канавок. На поперечно-строгальных станках строгают кромки и плоские поверхности деталей небольших размеров. Продольно-фрезерные станки применяют для фрезерования кромок деталей под сварку и поверхностей. Торцефрезерные станки служат для фрезерования торцов деталей из фасонного проката и сварных узлов. Токарно-карусельные станки применяют для обработки кромок цилиндрических обечаек и днищ.
4. При выполнении многих заготовительных операций на универсальном оборудовании основное (машинное) время составляет небольшую часть штучного времени. Большую часть занимает вспомогательное время на установку ь перемещение заготовок в процессе их обработки, на уборку деталей и отходов. Вспомогательное время в особенности велико при изготовлении деталей из крупногабаритных тяжелых заготовок, когда операции выполняются двумя или тремя рабочими. Кроме того, для выполнения таких операций постоянно требуется общецеховой мостовой кран, условия труда рабочих тяжелые. Комплексная механизация заготовительных работ обеспечивает резкое сокращение вспомогательного времени, высвобождение общецеховых кранов и значительное облегчение труда рабочих. Комплексная механизация осуществляется по двум направлениям: оснащение универсального технологического оборудования средствами механизации вспомогательных приемов и внедрение механизированных и автоматических линий, охватывающих ряд технологических операций по изготовлению деталей.
Средства механизации к универсальному технологическому оборудованию. Средства механизации созданы применительно к многовалковым листоправильным машинам, листовым ножницам с наклонным ножом, ножницам для резки фасонного материала, трубоотрезным станкам, листогибочным валковым машинам, листогибочным и штамповочным прессам.
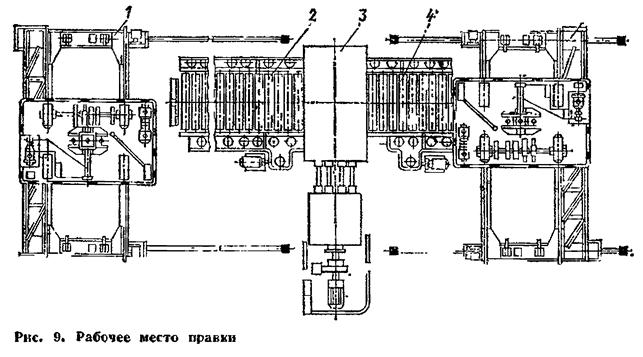
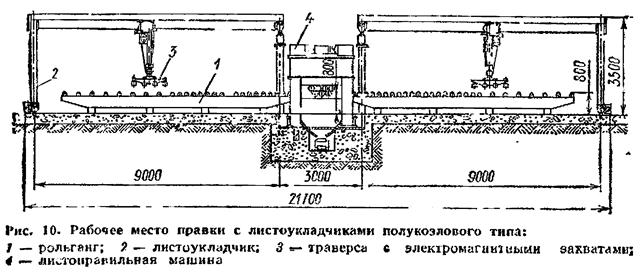
Средства механизации к многовалковым листоправильным машинам включают листоукладчики 1 и 5, подающий 4 и приемный 2 рольганги и стеллажи. Подлежащие правке листы краном укладывают пачкой на стеллаж. Листоукладчик 5, оснащенный траверсой с электромагнитными или вакуумными захватами, поднимает лист из пачки, перемещает и укладывает его на подающий рольганг 4. Рольганг перемещает лист в листоправильную машину 3. По окончании правки лист поступает на приемный рольганг 2, после чего листоукладчик 1 укладывает выправленный лист на стеллаж. Рольганги имеют рабочую скорость, равную скорости правки листа в правильной машине, а также маршевую скорость. Рабочее место обслуживает один рабочий. Управление работой листоукладчиков, рольгангов и листоправилыюй машины осуществляется с центрального пульта.
Листоукладчики имеют также индивидуальные пульты управления. Грузоподъемность листоукладчиков и рольгангов зависит от размеров листов, выправляемых на листоправильной машине.
Средства механизации к листовым ножницам с наклонным ножом включают портальный манипулятор для переноски у укладки листов, тележки для подачи листов под ножи, тележку для уборки нарезанных деталей и сталкиватель отходов Подлежащие резке листы пачкой мостовым крапом укладывают па один из стеллажей 11. Портальный манипулятор 6 магнитными захватами, имеющими регулировку грузоподъемности, поднимает лист со складочного места (стеллажа 11) и устанавливает его на самоходную тележку — рольганг 5 при поперечной резке или па тележку 4 при продольной резке. На портале манипулятора установлена тележке с поворотной колонной и траверсой, на которой смонтированы электромагнитные захваты. Перемещение тележки, подъем и разворот траверсы обеспечивают требуемое перемещение листа.
Портальный манипулятор перемещается по рельсовому пути 12. При поперечной резке манипулятор укладывает лист на холостой рольганг тележки 5, которая перемещается к ножницам по рельсовому пути 10. Тележка 5 оснащена механизмом выравнивания листа перпендикулярно режущим кромкам ножей. Подача листа осуществляется механизмом подачи 13, который перемещает лист по роликам тележки и подводит его под ножи ножниц. При резке по упору подача листа отключается автоматически при соприкосновении листа с упором.
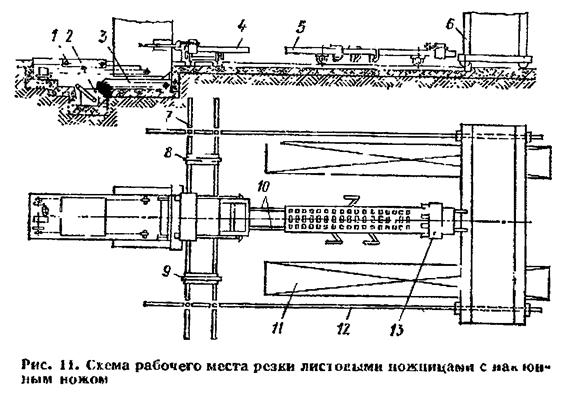
При резке по разметке поворот листа по мере необходимости выполняется портальным манипулятором вращением траверсы. Передвижная тележка 5 откатывается от ножниц при продольной резке или резке мелких заготовок при их ручной установке. При продольной резке лист укладывается на тележку 4 и прицепные тележки 8 и 9, поддерживающие его концы. Подача листа под ножи в поперечном направлении осуществляется ходовыми винтами тележки 4 специальными каретками с захватами. Продвижение листа вдоль ножей обеспечивается движением тележки 4 по рельсам 7. Удаление нарезных заготовок из-под ножей выполняется тележкой 1, а обрезные отходы сталкиваются механизмом 3 в бункер 2. В последних образцах средств механизации портальный манипулятор заменен листоукладчиком полукозлового типа (рис. 10).
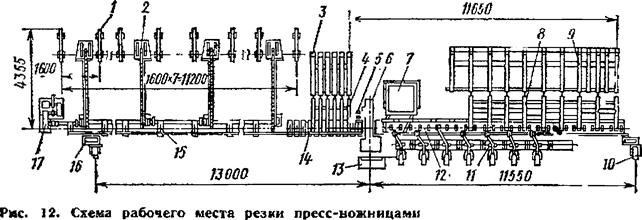
Средства механизации для резки фасонного проката (рис. 12) включают подающий рольганг 15 с приводом 16, перегружатель 2 с приводом 17, сбрасыватель отходов 4, приемный рольганг 12 с приводом ГО, механизм мерной резки 11, сбрасыватель 8, бункер 7 для мелких деталей, стеллажи 5, 9. Перед началом резки партии деталей устанавливают упор механизма мерной резки 11 на заданную длину детали. Механизм мерной резки состоит из семи жестко соединенных между собой кареток с установленными на них упорами-рычагами, расстояние между которыми равно 1000 мм. Подъем и опускание упоров осуществляется от пневмоцилиндров. Каретки перемещаются по направляющим вдоль рольганга 12 в пределах 1000 мм. Размер на заданную длину устанавливают по мерной линейке, которая штангой соединена с первой кареткой. Для установки требуемого размера опускается один из упоров, а затем включается привод кареток и по линейке устанавливается точный размер детали.
Угловой прокат пачкой укладывают крапом па стеллаж-склиз 1, откуда перегружатель 2 поштучно передает его на подающий рольганг 15. Уголок по рольгангу 15 через направляющее устрой- ПВО 5 проходит окно пресс-ножниц 6 и по приемному рольгангу 12 доходит до выставленного упора механизма мерной резки 11, затем оператор включает линию на автоматический режим работы. Автоматически отключаются приводы рольгангов 15 и 12 и включаются механизмы зажима уголка и резки. По окончании операции резки автоматически подается импульс на разжим уголка, остановку ножниц в верхнем положении ножа и подъем упора механизма мерной резки. Затем включается привод приемного рольганга 12, и отрезанная заготовка перемещается до конечного упора рольганга. По достижении упора включается привод сбрасывателя, который убирает заготовку с приемного рольганга 12 на стеллаж 9. После опускания рычага сбрасывателя включается привод рольганга 15, уголок вновь подается, и процесс повторяется до тех пор, пока не будет полностью разрезан уголок. Отрезанные детали небольшой длины по склизу поступают в бункер 7. Отходи уголка возвращаются до исчезающего упора 14, сбрасыватель 4 перемещает отход уголка па стеллаж 3.
Оборудование работает в автоматическом цикле, при единичных заготовках предусмотрена возможность ручного управления всеми операциями с пульта 13. Оборудование рассчитано на резку углового проката сечением от 25×25 до 160×160 мм, длина отрезаемых деталей 30 – 8000 мм. Скорость перемещения уголка по подающему рольгангу 14,1 м/мин, по приемному рольгангу — 40 м/мин. Максимальная масса углового проката 900 кг. Аналогичные средства механизации применяются для резки деталей из швеллеров V двутавров, а также при резке труб на трубоотрезных станках.
Листогибочные трех- и четырехвалковые машины оснащаются комплексом устройств, которые обеспечивают механизацию подачи листа, поддержание изгибаемой заготовки в процессе гибки, сталкивание обечайки на приемный стол (рис.13). Листогибочные и листоштамповочные прессы оснащаются листоукладчиками (рис. 10) и подъемными столами для листов.
Механизированные и автоматические линии изготовления деталей. Линии для изготовления деталей сварных конструкций разделяются по виду выполняемых на них работ, по номенклатуре изготовляемых заготовок, по признаку непрерывности технологического процесса, по схеме компоновки и системе управления.
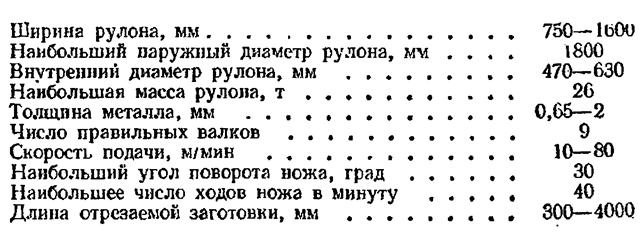
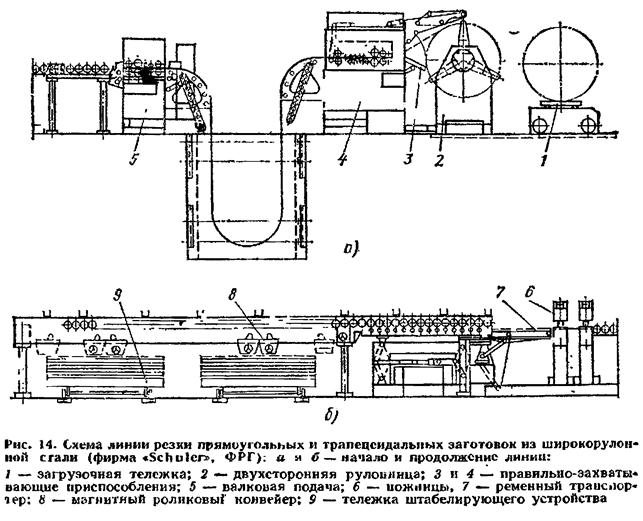
Линия раскроя рулонного проката (рис. 14) предназначена для резки проката на прямоугольные и трапецеидальные заготовки. Рулон, подлежащий раскрою, устанавливают козловым краном на загрузочною тележку 1, тележка, перемещаясь по рельсам, подвозит рулон к рулоннице 2. Далее рулон поднимают гидроподъемником до уровня центрирующих разжимных колодок, надевают на колодку и закрепляют. Свободный конец рулона заправляют в правильно-захватывающие приспособления 3 и 4 и затем в валковую подачу 5. Между валковой подачей и правильно-подающим устройством расположен бетонированный колодец для образования петли с целью запаса материала перед валковой подачей. Величина петли регулируется с помощью фотоэлементов, расположенных на вертикальной стенке колодца: верхние фотоэлементы дают сигнал на включение рулонницы, а нижние на ее выключение.
Для предотвращения дефектов на поверхности материала при заходе в колодец и выходе из него предусмотрены специальные роликовые рольганги. Подача материала к ножницам 6 осуществляемся валковой подачей 5. Отрезанная заготовка подается на ременный транспортер 7, с которого она захватывается магнитным роликовым конвейером и доставляется к соответствующей тележке штабелирующего устройства. После заполнения одной грузовой тележки заготовками (до высоты 600 мм) передача их автоматически переводится на другую тележку, а наполненная выдвигается из- под штабелирующего устройства. Одновременно с противоположной стороны под штабелирующее устройство подводится свободная грузовая тележка.
После наполнения второй грузовой тележки цикл повторяется. С тележки нарубленные заготовки убираются вилочными погрузчиками и доставляются на штамповочные линии или склад нарубленных заготовок. Линия имеет следующие технические данные:
Линия многономенклатурная, с непрерывным технологическим процессом, с последовательным расположением сблокированных рабочих мест, автоматическая. В аналогичной линии для вырубки фасонных заготовок взамен ножниц установлен пресс простого действия.
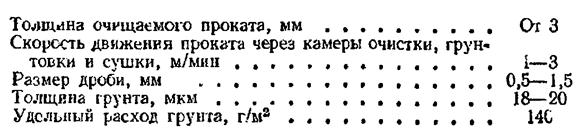
Линии очистки горячекатаного листового и фасонного проката (рис. 15) предназначены для дробеметной очистки и грунтовки проката. Наносимый после очистки грунт предохраняет прокат от ржавления. Линия очистки состоит из камер подогрева, дробеметной очистки, грунтовки и сушки, соединенных транспортной системой для перемещения проката в процессе обработки. Подогревают и сушат прокат в электрических камерах, работающих на токах промышленной частоты, очищают — в дробеметных камерах.
Листовой прокат очищается в камерах в вертикальном положении (рис. 16). На поверхность листа из дробеметных головок под действием центробежной силы выбрасывается с большой скоростью дробь, которая, ударяясь о металл, удаляет имеющиеся на нем загрязнения, ржавчину и окалину. Лист очищается одновременно с двух сторон. Дробь, отраженная от поверхности очищаемого листа, скатывается по стенкам и наклонному полу камеры в загрузочный бункер элеватора, поднимается элеватором и проходит воздушный сепаратор, который очищает се от осколков и частиц окалины. Далее дробь через расходный бункер вновь поступает в дробеметные аппараты.
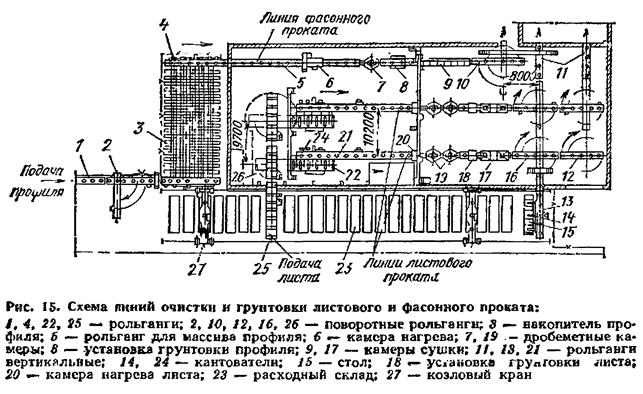
Пыль отсасывается вентилятором; для очистки от пыли воздух перед входом в атмосферу пропускают через циклон с водяной пленкой. Грунтовка проката производится краскораспылителями, смонтированными на каретках с автоматическим управлением. Линии имеют следующие технические данные:
Линии многономенклатурные, с последовательным расположением сблокированных рабочих мест, автоматические.
Линия термической вырезки деталей. из листового проката (рис. 17) предназначена для маркировки, вырезки и сортировки фигурных деталей. «Пиния состоит из двух рядов газорезательных портальных машин 2, маркировочных машин 8, подъемных столов 4, электромагнитного сортировщика 11, раскроечных рам 10, приемника-питателя 7 и транспортной системы.
Разрезаемый лист из питателя 7 с горизонтальным шагом поступает на трансбордер листа 6, который доставляет лист к кантователю-погрузчику 8. Кантователь 8 поворачивает лист из вертикального положения в горизонтальное и укладывает его в раскроечную раму.
Раскроечная рама с листом подается трансбордером 5 к первой или второй ниткам линии. Далее раскроечная рама подающим рольгангом, расположенным под маркировочными и резательными машинами, подается под ту или иную машину и
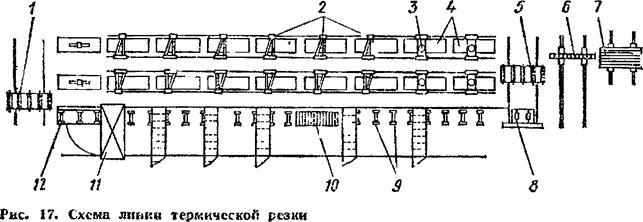
поднимается гидравлическими домкратами стола 4 в рабочее положение для маркировки или резки. При этом рольганг окажется свободным для перемещения раскроечных рам.
Первая технологическая операция—маркировка деталей выполняется маркировочной машиной с цифровым программным управлением. После маркировки раскроечная рама с листом подается к одной из газорезательных портальных машин 2 с фотокопировальным или с числовым программным управлением. По окончании резки раскроечная рама с деталями поступает по рольгангу на трансбордер /, который доставляет раму к поворотной секции 12 возвратного рольганга. Секция 12 выставляет детали в необходимое положения для их приема электромагнитным сортировщиком 11, имеющим программное управление. Электромагнитный сортировщик раскладывает детали на транспортные рольганги, обеспечивающие их передачу на участки дальнейшей технологической обработки или непосредственно на участки комплектации. Свободная раскроечная рама 10 перемещается по возвратному рольгангу 9 к кантователю-погрузчику 8.
Линия многономенклатурная, без накопителей, с параллельным расположением рабочих мест, механизированная.
Линия изготовления деталей из углового проката изображена на рис 18. На линии производится пробивка отверстий в обоих полках уголка при помощи четырех агрегатных головок 6 и 7 и отрезка уголка требуемой длины ножницами 9. Линия работает по программе, записанной на перфоленте. На отечественных судостроительных заводах работают линии, созданные на базе специализированного пресса с программным управлением модели ИГА—200/250). На линии в автоматическом режиме выполняются следующие операции: подача заготовки под отрезное устройство, отрезка конца заготовки, подача заготовки под штампы пресса, вырубка фигурных отверстий, подача заготовки под отрезное устройство, отрезка детали на заданную мину, подача детали под маркировочный автомат, маркировка детали, сортировка деталей по длине. В линию входят: система программного управления; пресс е подающим, вырубным и отрезным устройствами; насосная станция; клеймильный автомат и отводной рольганг.
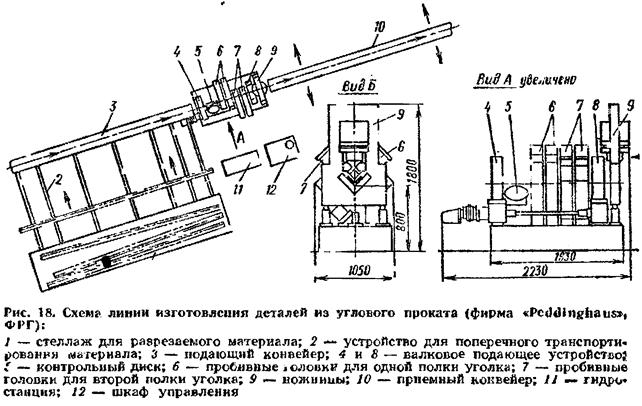
Программа для пресса записывается на перфокарте. Для смены штампов применен быстродействующий блок роторного типа. В течение 1 ч на прессе обрабатывается до 100 м профильного проката. Линии имеют следующую техническую характеристику.
Линия многономенклатурная, с последовательным расположением сблокированных рабочих мест, автоматическая.
Линия резки и зачистки концов труб (рис. 19) позволяет производить резку труб на заданную длину, зачистку наружной поверхности концов на длине 215 мм и внутренней поверхности на глубине 10 мм. Линия состоит из механизированного бункера 20, двух отрезных автоматов 2 и 4, двух автоматов 8 и 15 для зачистки наружных поверхностей, контейнера 17 для готовых труб, контейнера 19 для отходов и транспортной системы линии.
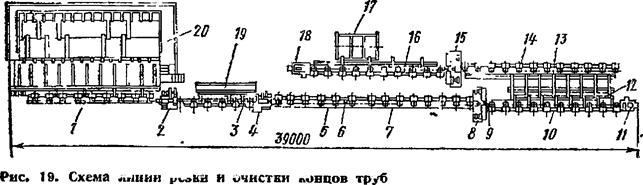
Трубы загружают мостовым краном в загрузочный бункер 20, который поштучно подает трубы па рольганг 1. Прейдя через полый шпиндель первого отрезного автомата 2 до упора, труба автоматически зажимается в патроне, подводятся отрезные резцы и первый конец трубы отрезается. Затем по промежуточному рольгангу 3 труба проходит через полый шпиндель второго отрезного автомата 4 и поступает на приемный рольганг 5, доходит до упора 6, установленного на заданной длине, и зажимается в патроне. Подводятся резцы, отрезающие второй конец трубы. Остаток трубы, поддерживаемый специальным захватом, автоматически отходит назад и сбрасывается в контейнер 19. Далее отрезная труба по рольгангу 7 проходит через полый шпиндель первого зачистного автомата 8 до упора 9, зажимается в патроне, включается привод ее вращения и привод наклона шлифовальной бабки с лентой.
К обрабатываемой поверхности подводится зачистная лента для зачистки наружной поверхности первого конца на длине 200—215 мм. По окончании этой операции лента отводится, отключается вращение шпинделя, труба освобождается и автоматически подается на рольганг 10, доходит до упора первого автомата внутренней зачистки 11. После зажима трубы и подвода инструмента зачищается внутренняя поверхность первого конца трубы на глубине до 10 мм. Затем инструмент автоматически отводится, труба освобождается и сбрасывается рычагами 12 к накопителю поперечной подачи 13. Отсюда трубы автоматически по одной подаются на рольганг 14 и затем зачищается наружная поверхность второго конца трубы на автомате 15 Далее по рольгангу 16 труба подается до упора автомата 18, на котором зачищается внутренняя поверхность второго конца трубы. Обработанная труба сбрасывается в контейнер 17. Линия оснащена счетчиком, который ведет учет готовой продукции.
Линия многономенклатурная, с последовательным расположением сблокированных рабочих мест, автоматическая.
Анализ линий заготовительного производства позволяет отметить следующие их особенности: 1) большинство линий характеризуется многономенклатурным выпуском, что позволяет максимально повысить коэффициент загрузки и использовать их как в крупносерийном, так и в серийном и мелкосерийном производствах; 2) небольшое число операций по изготовлению деталей позволяет компоновать линии по наиболее экономичной схеме — со сквозным потоком без накопителей у рабочих мест — и максимально сэкономить производственную площадь, упростить конструкцию оборудования, снизить стоимость линий и трудоемкость изготовляемых на них деталей; 3) в зависимости от объема и вида выполняемых работ линии могут иметь последовательное или параллельное расположение рабочих мест; 4) большинство линий — автоматические, что обеспечивает резкое снижение трудоемкости и облегчение условий труда в заготовительном производстве; 5) наиболее прогрессивную форму непрерывного технологического процесса имеют линии изготовления деталей из рулонного материала.
Механизация работ на складах комплектации деталей. В крупных заготовительных цехах мелкосерийного производства детали сварных конструкций хранят в контейнерах, установленных в стеллажи. По мере необходимости контейнеры снимают со стеллажей и передают на сборочные участки. Для механизации установки контейнеров в стеллажи и съема применяют краны-штабелеры.
Кран-штабелер состоит из моста 1, перемещающегося по рельсовому пути 8; крановой тележки 2, на которой укреплена поворотная колонна 4 с подвижной траверсой 5 и вилочным захватом 6 (рис. 20, а). На тележке смонтированы механизмы 3 передвижения тележки, подъема груза и поворота колонны. Для автоматической остановки захвата против каждого яруса стеллажа установлены конечные выключатели Управление краном- штабелером осуществляется при помощи подвесного пульта управления 7.
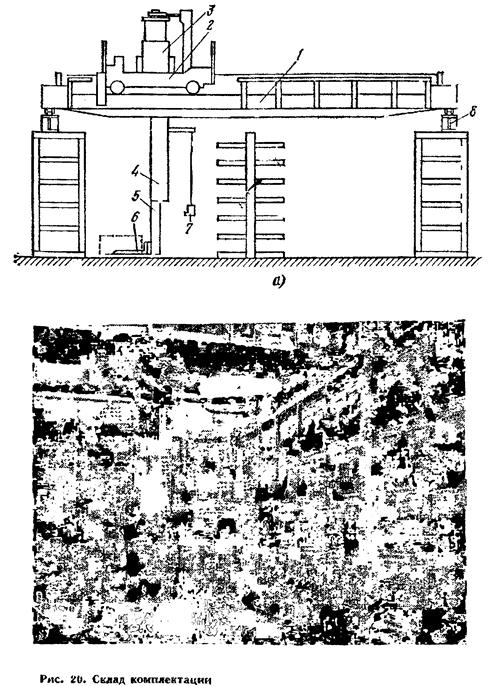
Для установки контейнера в ячейку мост и тележку подводят к контейнеру, опускают траверсу и заводят захват в окна контейнера, затем перемещают кран к нужной секции стеллажа, поднимают контейнер до необходимого яруса; в случае необходимости поворачивают колонну и, перемещая тележку, устанавливают контейнер в ячейку.
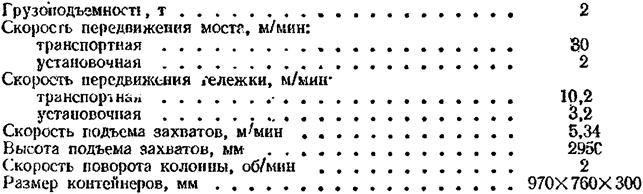
В цехе комплектации Уралмашзавода используются 15 кранов- штабелеров, обслуживающих 15 П-образных секций пятиярусных ячейковых стеллажей. Каждая секция имеет 145 ячеек (рис. 20, б). Техническая характеристика кран-штабелера приведена ниже:
1. Какие виды технологического оборудования применяют при изготовлении деталей сварных конструкций для правки проката и деталей, очистки и подготовки поверхности, механической и термической резки, гибки, штамповки и механической обработки?
2. Какие средства механизации применяют при правке на многовалковых листоправильных машинах, при резке на ножницах с наклонным ножом и на пресс- ножницах?
3. Расскажите о назначении и принципе действия автоматических и механизированных линий заготовительного производства: линии раскроя рулонного проката, очистки и грушовки горячекатаного листового и фасонного проката, термической вырезки деталей из листового проката, изготовления деталей из фасонного проката и труб.
Литература:
Базовая:
1. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
2. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
5. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование»;








