 2015-02-27
2015-02-27 1639
1639При обработке деталей на металлорежущих станках возникают отдельные элементарные погрешности, которые складываются в суммарную погрешность обработки. При этом должно выполнено условие:
 (39)
(39)
где  .-.суммарная погрешность обработки;.
.-.суммарная погрешность обработки;.  - допуск на размер изделия, выдерживаемый на данной операции.
- допуск на размер изделия, выдерживаемый на данной операции.
В работе [22] приводится сдедующая формула для подсчета суммарной погрешности обработки координирующих размеров, то есть размеров, характеризующих положение обрабатываемого профиля относительно другой поверхности
 (40)
(40)
где  - погрешность установки заготовок в приспособлении;
- погрешность установки заготовок в приспособлении;  - погрешность, вызываемая упругими деформациями технологической системы;
- погрешность, вызываемая упругими деформациями технологической системы;  - погрешность наладки станка;
- погрешность наладки станка;  - погрешность, вызываемая размерным износом инструмента;
- погрешность, вызываемая размерным износом инструмента;  - погрешность, вызываемая геометрическими неточностями станка;
- погрешность, вызываемая геометрическими неточностями станка;  - погрешность, вызываемая температурными деформациями технологической системы;
- погрешность, вызываемая температурными деформациями технологической системы;  - коэффициенты, характеризующие поле рассеяния размеров.
- коэффициенты, характеризующие поле рассеяния размеров.
Приравнивая суммарную погрешность обработки допуску изделия, можно определить допустимую по точности обработки погрешность установки детали в приспособлении (εдоп)
 (41)
(41)
Так как аналитический расчет составляющих суммарной погрешности обработки весьма трудоемкая задача, то на практике при проектировании приспособления часто принимают
 (42)
(42)
Погрешность установки заготовки в приспособлении (ε) вычисляют с учетом погрешностей: погрешностей базирования (εб), закрепления заготовки (εз), изготовления и износа опорных элементов приспособления (εпр).
Так как указанные выше погрешности являются случайными величинами, то
 (43)
(43)
При правильно спроектированном приспособлении должно выполняться условие:
 (44)
(44)
где εрас – расчетная погрешность установки заготовки в проектируемом приспособлении.
Таким образом, сущность точностных расчетов при проектировании приспособлений сводится к последовательному определению составляющих погрешности установки (εб, εз, εпр), суммированию их и сравнении расчетной погрешности (εрас.) с допустимой по точности (εдоп), величину которой можно принять равной (0,1…0,4) Тизд.
Погрешность базирования. Согласно ГОСТ 21495-76 погрешность базирования – «отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого». Погрешность базирования (εб) возникает, если измерительная база не совпадает с технологической. Если эти базы совпадают, то εб =0. При несовпадении указанных баз εб ≠ 0, и её необходимо рассчитать.
Для этого необходимо выявить размерную цепь (РЦ), в которой выдерживаемый на данной операции размер является замыкающим звеном, и решить задачу по определению допуска замыкающего звена – погрешности базирования операционного размера.
В размерную цепь в качестве составляющих звеньев включаются:
1. Б1- размер, связывающий режущую кромку инструмента с технологической базой (настроечный размер);
2. Б2- размер, связывающий измерительную базу с технологической;
Пример. На детали требуется обработать угловой уступ, выдержав размеры: по оси X- размер m, по оси Z- размер n (рис. 45). Работа выполняется на настроенном оборудовании. Метод достижения точности обработки- автоматическое получение размеров.
Базирование детали осуществляется по трем взаимно перпендикулярным поверхностям (в «координатный угол»). Для размера m измерительная и технологическая базы совпадают (пов. Г является одновременно и технологической и измерительной базой), следовательно Еδm=0. Для размера n измерительная база (пов. В) не совпадает с технологической (пов. А). Следовательно εδn≠0. Для определения величины погрешности базирования размера n (εδn) выявляем размерную цепь, в которой размер n будет замыкающим звеном.
1. Б1- размер, связывающий измерительную базу (пов.В) с технологической (пов. А).
[n]= Б2-Б1 (45)
εδn=ТБ2+ТБ1 (46)
Размер Б1, определяет положение инструмента при обработке партии деталей и при обработке отдельной детали его положение не изменяют, то есть рпзмер Б1, остаётся постоянным.
При расчете погрешности базирования принимают ТБ1=0, тогда εδn=ТБ2.
Б2=Н – размер заготовки, полученный на предыдущей операции; таким образом εδn=ТН.
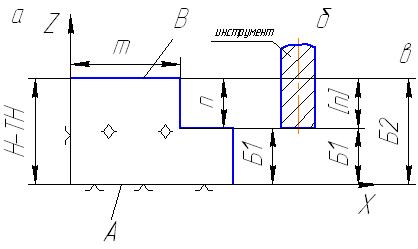
Рисунок 45. Схема к определению погрешности базирования: а) схема базирования детали; б) настройка инструмента при выполнении размера; в) размерная цепь (для размера n)
Погрешность закрепления ( ε з). Погрешность закрепления (εз) возникает вследствие изменения контактных деформаций стыка: заготовка - опоры приспособления.
Смещение заготовки вследствие контактных деформаций вычисляют по эмпирическим зависимостям типа:
 (47)
(47)
где С - коэффициент, характеризующий условие контакта, шероховатость и твердость поверхностного слоя заготовок (значение С приведены в таблицах технической литературы [22], [24]; Q - сила, действующая на опору; α- угол между направлением выдерживаемого размера и направления смещения.
Погрешность закрепления [22]:
 (48)
(48)
где  - средние значения параметров; ∆C и ∆Q – предельные рассеяния значений С и Q.
- средние значения параметров; ∆C и ∆Q – предельные рассеяния значений С и Q.
Если при закреплении используется механизированный привод, то можно считать силу закрепления величиной стабильной, тогда учитывается при расчетах только колебания твердости ∆НВ и шероховатости ∆Rz поверхности заготовок, используемой в качестве базы [24], получим
 . (49
. (49
Коэффициенты KHB и KRz определяют по таблице [22], [24]. Показатель степени p при установке на опоры и пластины принимать р=1; на призму
р= -1 [24].
Подробнее методику расчета погрешности закрепления см. [22], [24].
Погрешность приспособлений. Погрешность приспособлений (εпр) возникает в результате неточности изготовления установочных элементов приспособления и их изнашивания при эксплуатации. Установочные элементы, как правило, изготавливают с жесткими допусками (по 6, 7 квалитету точности). Часто учитывается при расчете погрешности базирования (например, при базировании на установочные пальцы и оправки).
К установочным элементам предъявляются высокие требования по износостойкости. Высокая износостойкость достигается выбором материала и соответствующей химико-термической обработки. Для повышения износостойкости установочные элементы хромируют, на них напаивают пластинки твердого сплава.
На производстве износ контролируется и при достижении предельной величины опоры заменяются новыми. Заканчиваются точностные расчеты сравнением расчетной погрешности установки с допустимой по точности обработки, то есть выполнением условия (44).
Если это условие не выполняется, вносятся коррективы в конструкцию приспособления:
- ужесточаются допуски на изготовление элементов приспособления вплоть до изменения схемы базирования и закрепления обрабатываемой детали.
При обработке деталей типа «тела вращения», как указывалось ранее, широко используются самоцентрирующие механизмы, выполняющие базирующие и зажимные функции одновременно. Для таких механизмов отдельно не определяют погрешность базирования и закрепления, а устанавливают общую погрешность установки в радиальном и осевом направлениях, которая приводится в таблицах справочно-технической литературы, например, табл. 12…13 работы [22].
Согласно указанной работе наиболее совершенными по точности центрирования являются:
- патроны и оправки с упругими втулками и роликами, опирающимися на тела, имеющие форму гиперболоида вращения;
- мембранные патроны;
- патроны и оправки с гофрированными втулками.
Указанные механизмы обеспечивают погрешность установки от 0,002 до 0,005 мм при 5…8 квалитете базы заготовки.
Следующими являются:
- патроны и оправки с гидропластом;
- патроны и оправки с пластинчатыми (тарельчатыми) пружинами, которые обеспечивают погрешность установки ≈ 0,01…0,02 мм при 7-11 квалитете базы заготовки;
- цанговые патроны и оправки в зависимости от качества базовой поверхности заготовки обеспечивают погрешность установки от 0,01 до 0,06 мм;
- кулачковые патроны специальные с незакаленными кулачками (расточенными на месте) обеспечивают погрешность установки от 0,01 до 0,03 мм. Более подробнее об этих механизмах см. [22], [25].








