 2015-02-04
2015-02-04 3663
3663Тема: 3 – Устройства с флюсовыми подушками.
4 – Устройства с металлическими подкладками.
5 – Флюсоаппараты.
План:
1. Устройства с флюсовыми полушками для сварки кольцевых швов.
2. Устройства с флюсовыми подушками для сварки прямолинейных швов.
3. Разновидность флюсоаппаратов.
Оборудование для уплотнения стыков применяют при электродуговой и электрошлаковой сварке стыковых швов для удержания расплавленного металла и формирования обратной стороны шва. Различают: устройства с флюсовыми подушками и устройства с металлическими подкладками. В зависимости от вида свариваемых швов различают устройства для кольцевых и продольных швов.
Устройства с флюсовыми полушками для сварки кольцевых швов. Эти устройства предназначены для сварки внутренних швов и, следовательно, располагаются снаружи, под изделием. По исполнению устройства делят на передвижные и стационарное. Передвижные устройства — универсальные, широкого назначения, применяют для различных изделий при единичном и мелкосерийном производстве. Стационарные устройства используют б массовом и крупносерийном производствах, они обычно специализированы для сварки одного или нескольких однотипных изделий.
Для сварки внутренних кольцевых швов в основном применяют подушки ременного типа. На рис. 107, а изображена передвижная подушка ФК-1, состоящая из тележки 2, на которой расположен пневмоцилиндр 3 с шарнирно закрепленной на нем рамой 4. На барабанах рамы натянута бесконечная замкнутая лента 5 с бортами. Натяжение ленты обеспечивает натяжное устройство 6. Подушка может передвигаться по рельсовому пути, расположенному между роликоопорами сварочного стенда; для передвижения раму подушки устанавливают вдоль продольной оси стенда.
Перед сваркой раму поворачивают поперек стенда и опускают в нижнее положение. После установки изделия раму поднимают, и лента вместе с насыпанным на нее флюсом прижимается пневмоцилиндром снизу к свариваемому стыку. При вращении изделие трением увлекает ленту, которая обегает барабаны рамы и непрерывно подает свежий флюс к месту сварки. Очередные порции флюса поступают на ленту из бункера 7, а отработанный флюс ссыпается в ящик 1. Подушка предназначена для изделий диаметром 0,75—3,5 м. Способ поджатия флюса к изделию, а также подъема и опускания подушки с помощью пневмоцилиндров получил широкое распространение и применяется почти во всех конструкциях подушек для кольцевых швов.
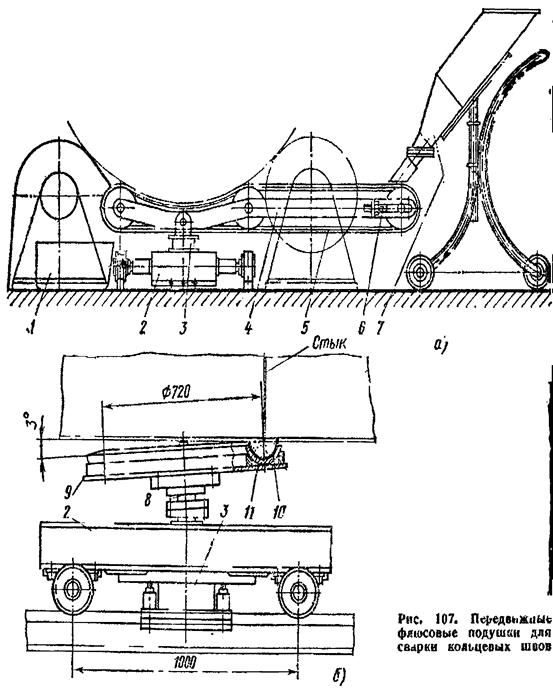
В отличие от подушек ременного типа флюсовые подушки с кольцевым л о т к о м не требуют установки бункеров. Основным элементом такой подушки (рис. 107, б) является кольцевой эластичный лоток 10, расположенный в ложементе 11 на диске 9. Диск свободно закреплен на валу 8, связанном со штоком пневмоцилиндра 3. Диск вместе с ломком расположен в плоскости, наклонен ной под углом в несколько градусов с горизонтальной. Нижняя часть пневмоцилиндра связана с поперечной траверсой, находящейся «ад рельсами, по которым может передвигаться тележка 2 с подушкой.
 Пневмоцилиндр закреплен на тележке на пружинной подвеске, обеспечивающей его подвижность в вертикальном направлении. При спуске сжатого воздуха в пневмоцилиндр лоток поднимается, прижимая флюс к изделию, а пневмоцилиндр, сжимая пружины подвески, опускается, пока траверса не упрется в рельсы. Благодаря этому тележка стопорится под швом. При вращении изделие увлекает за собой диск с лотком, и таким образом происходит непрерывная циркуляция флюса под свариваемым швом. Подушку применяют для сварки внутренних швов изделий диаметром 0,7—4 м.
Пневмоцилиндр закреплен на тележке на пружинной подвеске, обеспечивающей его подвижность в вертикальном направлении. При спуске сжатого воздуха в пневмоцилиндр лоток поднимается, прижимая флюс к изделию, а пневмоцилиндр, сжимая пружины подвески, опускается, пока траверса не упрется в рельсы. Благодаря этому тележка стопорится под швом. При вращении изделие увлекает за собой диск с лотком, и таким образом происходит непрерывная циркуляция флюса под свариваемым швом. Подушку применяют для сварки внутренних швов изделий диаметром 0,7—4 м.
Устройства с флюсовыми подушками для сварки прямолинейных швов. Эти устройства применяют в основном для сварки прямолинейных швов плоских конструкций и продольных швов обечаек. Так же, как и для кольцевых швов, устройства бывают стационарными и передвижными. Как в устройствах для кольцевых швов,поджатие подушек с флюсом к изделию в устройствах для прямолинейных швов достигается в основном сжатым воздухом. Если для кольцевых швов обычно применяют пневмоцилиндры, то для прямолинейных, где требуется поджатие по всей длине шва, целесообразны пневмошланги.
На рис. 108 изображена типовая передвижная флюсовая подушка ПФП-2 для сварки внутренних продольных швов обечаек длиной до 2 м. Подушка состоит из тележки 2 и подъемного корпуса 5, внутри которого находится пневмошланг 3, осуществляющий поджим желоба 4 с флюсом к изделию. Сам корпус поднимается на высоту до 120 мм сдвоенным пневмошлангом 6. Опускание корпуса происходит под действием собственного веса. Тележка может передвигаться на четырех колесах 1. При давлении воздуха в сети 4—6 кгс/см2 (0,4—0,6 МПа) подушка прижимается к изделию под давлением 0,5—3 кгс/см2 (0,05—0,3 МПа), а флюс 0,3— 2 кгс/см2 (0,03—0,2 МПа).
Для сварки прямолинейных швов листовых конструкций широко используют флюсовые подушки с электромагнитами, прижимающими изделие к подушке. Такие подушки можно применять как индивидуально, так и группами — в составе электромагнитных стендов (рис. 109). Стенд состоит из нескольких подушек 3, стеллажа 1 для заготовок, рельсового пути 6 н системы передвижения подушек, в которую входит тяговая лебедка 7 с канатами 4 и блоками 2 и 5. Управление лебедкой осуществляется с переносных кнопочных станций; передвижение подушек ограничено конечными выключателями. Подобные стенды применяют не только для сварки, но и для сборки полотнищ.
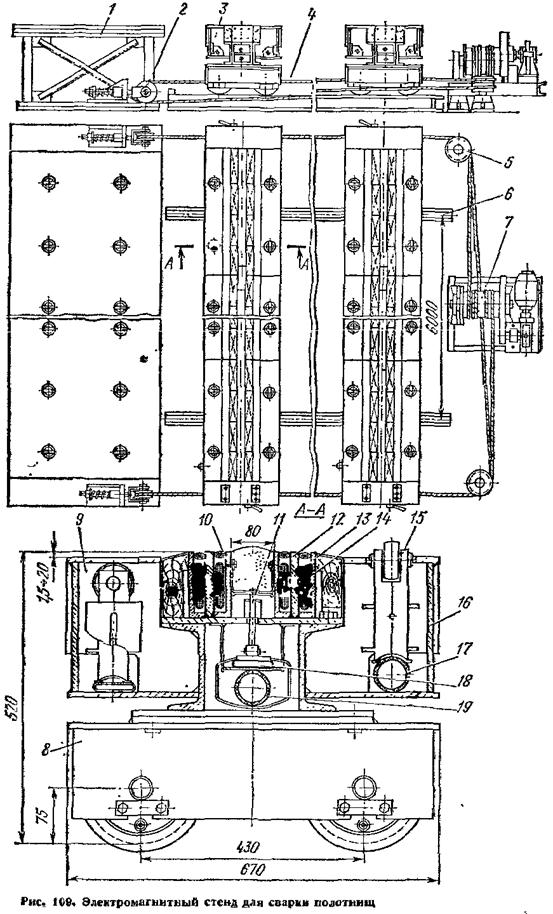
Рама 16 подушки установлена на двух тележках 8. Внутри рамы расположен желоб 10 для флюса, а под ним — два шланга для подъема 19 и опускания 18 желоба, связанные с ним толкателями 11. Вдоль желоба расположены унифицированные электромагнитные блоки, состоящие из сердечников 12, катушек 13 и корпусов 14. Кроме того, в раме расположены стойки с роликами для продольного 15 и поперечною 9 перемещения свариваемых листов. Стойки с роликами поднимаются шлангами 17. Для сцепления с тяговым канатом при передвижении подушки на концах рамы имеются захваты.
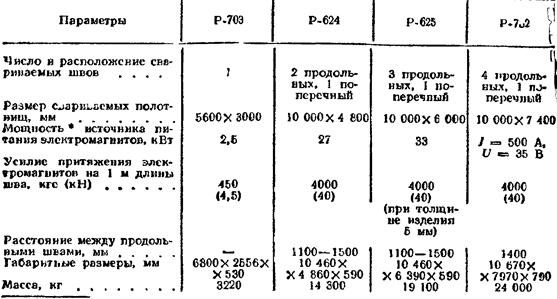
В таблице 16 приведены краткие технические данные типовых стационарных электромагнитных стендов конструкции ИЭС им. Е. О. Патона, предназначенных для сборки и сварки полотнищ с различным количеством и расположением швов. Стенды отличаются по устройству от стенда, изображенного на рис. 109, тем, что отдельные подушки в них или неподвижны, или передвигаются ходовыми винтами в определенных пределах, а поджим флюса осуществляется пневмошлангами, расположенными сбоку от желобов, с помощью рычажных толкателей.
Устройства с металлическими подкладками. Эти устройства по сравнению с флюсовыми подушками требуют более тщательной сборки стыка и плотного прижатия подкладки к листу. Их применяют в основном для односторонней дуговой сварки изделий из тонколистовых материалов н при электрошлаковой сварке. Материал подкладок зависит от материала изделия: например, для стальных листов применяют медные подкладки, а для листов из алюминия — стальные. Во всех случаях материал подкладки не должен свариваться с материалом изделия. Широкое распространение устройства с металлическими подкладками получили при сварке в среде защитных газов.
Таблица 16
Технические данные электромагнитных стендов
Особую группу составляют устройства для электрошлаковой сварки — ползуны и подкладки, назначение которых удерживать шлаковую и металлическую ванну и формировать шов. Ползуны обычно входят в состав сварочных аппаратов.
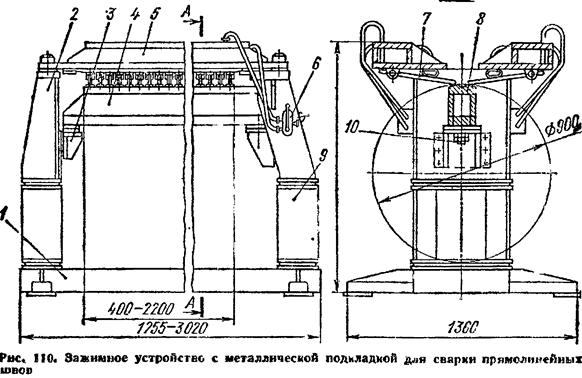
На рис. 110 показано типовое зажимное устройство для сварки прямолинейных швов обечаек и листов, состоящее из основания 1, двух стоек 2, поворотной консоли 4, прижимной балки 5 с пневмошланговыми прижимами 7 (см. § 3). На консоли размещена металлическая подкладке 8. Между основанием 1 и стойками 2 вставлены сменные стойки 9,что позволяет использовать устройство для сварки обечаек различного диаметра. Перед сваркой консоль поворачивают на оси /0, надевают обечайку, затем консоль с обечайкой подводят под прижимную балку и закрепляют свободным концом на кронштейне 3, после чего прижимают кромки обечайки к подкладке и производится сварка (пуск сжатого воздуха в шланги осуществляется пневмораспределителем 6). Сварочный трактор перемещается по направляющим, параллельным оси подкладки. Иногда сварку производят самоходной головкой, для которой в этом случае устанавливают специальные направляющие. При сварке листов консоль не выдвигают, а листы заводят сбоку. Подобные устройства применяют для сварки изделий из листов толщиной до 8 мм. На устройствах с пневмошлангами возможна и сборка под сварку обечаек, особенно небольших толщин, что позволяет сваривать без прихваток.
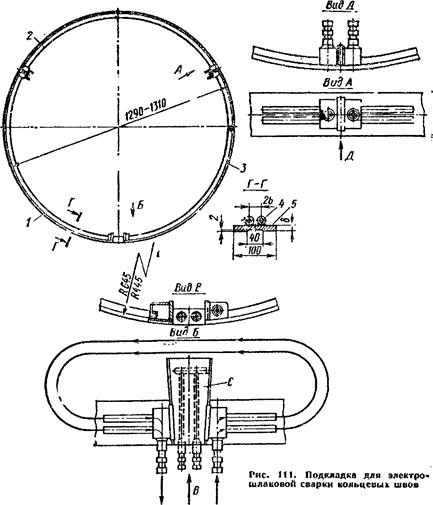
На рис. 111 изображена подкладка для электрошлаковой сварки кольцевых швов с внутренним диаметром 1300 мм, состоящая из секторов 1—3 и клина 6, распирающею секторы и плотно прижимающего ленту к обечайке. Все секторы и клин охлаждаются водой, для чего к латунным лентам 5 сектора приварены трубы 4, а внутри клина предусмотрены специальные каналы. Такие кольца могут быть изготовлены для швов любого диаметра. В аналогичных приспособлениях для автоматической дуговой сварки охлаждение не предусмотрено.
1. Каково назначение устройств для уплотнения стыков?
2. Какие вы знаете основные виды устройств для уплотнения стыков?
3. Расскажите об устройстве передвижных флюсовых подушек для сварки кольцевых швов. В чем преимущество подушки кольцевого типа?
4. Чем производится поджатие флюса к изделию в подушках для кольцевых и продольных швов?
5. Расскажите об устройстве электромагнитных стендов для сборки и сварки полотнищ.
6. В каких случаях применяют устройства с металлическими подкладками?
7. Расскажите об устройстве зажимного приспособления для сварки прямолинейных швов.
8. Из какого металла делаются подкладки? Как они охлаждаются?








